Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 35/40 punktów (87,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Przy realizacji którego rodzaju połączenia wykorzystuje się efekt rozszerzalności cieplnej metali?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego materiału nie używa się do produkcji łożysk ślizgowych?
Jakie elementy maszyn można naprawić, wykorzystując procesy strugania, szlifowania oraz skrobania?
Na kształt powierzchni obrabianych nie wpływa
Koła zębate powstają w procesie toczenia oraz
W której obrabiarce stosuje się przedstawione na ilustracji oprzyrządowanie?

Podczas wykonania klucza oczkowego, pokazanego na ilustracji, zastosowano procesy

Z jakiego materiału nie produkuje się sprężyn?
Do czego służy proces elektrodrążenia?
W jakich obrabiarkach wykorzystuje się stół obrotowo-podziałowy?
W oparciu o dane w tabeli, dobierz rodzaj kleju do wykonania połączeń stalowych elementów korpusu, narażonego na wibracje i pracującego w środowisku wilgotnym.
| Kleje | Opis | Zastosowanie | Uwagi |
|---|---|---|---|
| Cyjanoakrylowe | Przeznaczone specjalnie do napraw | Przedmioty z porcelany, ceramiki, metali, plastików, skóry, kauczuku, drewna, kartonu, papieru | Do łączenia niewielkich powierzchni, przy których wymagana jest duża odporność na odrywanie. |
| Dyspersyjne | Przeznaczone do łączenia elementów | Klejenie parkietów, paneli, drewna. Można stosować do lister, do niektórych plastików narażonych na ślapanie, do styropianu | Do łączenia dużych powierzchni. |
| Neoprenowe | Przeznaczone do naprawiania, łączenia przedmiotów | Praktycznie wszystkie materiały | Do powierzchni z naprężeniami. Sklejenia mogą być poddawane skręcaniu, wibracjom, uderzeniom. |
| Epoksydowe | Przeznaczone do łączenia elementów | Do większości materiałów | Do wypełnienia niewielkich pęknięć, ubytków. Połączenia mogą być poddawane skręceniom, wibracji, uderzeniom, są też odporne na wilgoć. |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W trakcie trasowania niektórych produktów walcowych jako podstawy wykorzystuje się
Rozwiercanie stosuje się w celu
Na podstawie fragmentu dokumentacji szlifierki taśmowej odczytaj długość taśmy szlifierskiej.
| Model | MMF 75-200-2 |
|---|---|
| Artykuł | 3922075 |
| Dane techniczne | |
| Szerokość szlifu | 75 mm |
| Szybkość taśmy | 14,5 / 29 m/s |
| Moc silnika | 1,5 / 2,2 kW |
| Podłączenie elektryczne | 400 V / 50 Hz |
| Wymiary taśmy szlifierskiej | 75 x 2000 mm |
| Ø koła kontaktowego | 200 mm |
| Ø króćca odsysającego | 100 mm |
| Wymiary w mm (dł. x szer. x wys.) | 1070 x 340 x 950 |
| Ciężar | 72 kg |
Czym jest proces piaskowania?
Który klucz zastosowano do montażu łożyska jak na przedstawionej ilustracji?

Proces spawania przy użyciu elektrod otulonych jest określany skrótem
Nie można uznać za przyczynę uszkodzeń w trakcie produkcji
Do wykonania wycięcia w metalowym kolanku wykonanym z blachy 0,5 mm, jak na rysunku należy użyć wiertła oraz

Jakie materiały można ze sobą łączyć przy użyciu spawania TIG?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wybierz metodę, która umożliwia połączenie drewna z materiałem sztucznym.
Aby przeciąć elementy miedziane, należy zastosować przecinak o odpowiednim kącie ostrza
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Zużycie prowadnic łoża tokarki skutkuje
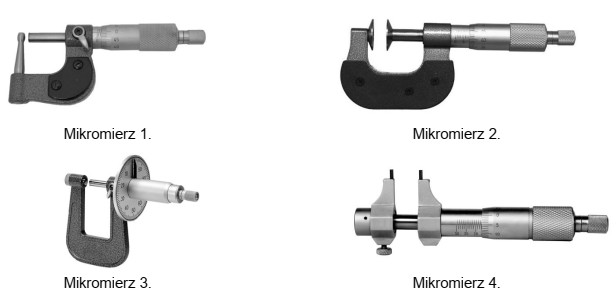
Który mikromierz należy zastosować do pomiaru grubości ścianki rur?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie rodzaje połączeń są rozłączne?
Z jakiego materiału nie produkuje się narzędzi do obróbki skrawaniem?
Którą obrabiarkę stosuje się w celu wykonania rowków w części pokazanej na ilustracji?

Regeneracja elementów maszyn, która polega na pokryciu ich powierzchni metalową warstwą w procesie elektrolitycznym, to
Na podstawie danych w tabeli dobierz łożysko wzdłużne dla wału o średnicy 12 mm. Z uwagi na gabaryty obudowy średnica łożyska nie może być większa niż 28 mm, a jego szerokość większa niż 11 mm.
| Łożyska wzdłużne | |||
|---|---|---|---|
| Symbol | wymiary podstawowe | ||
| d [mm] | D[mm] | B[mm] | |
| 51200 | 10 | 28 | 11 |
| 51100 | 24 | 9 | |
| 51201 | 12 | 28 | 11 |
| 51101 | 26 | 6 | |
| 53201 | 28 | 11,4 | |
| 51202 | 15 | 32 | 12 |
| 51102 | 28 | 9 | |
| 53202 | 32 | 13,5 | |
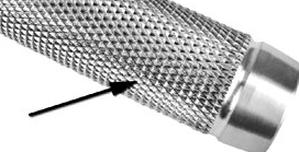
Strzałką na ilustracji wskazano powierzchnię, która została wykonana w operacji
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Do wykonania wycięcia w metalowym kolanku wykonanym z blachy 0,5 mm, jak na ilustracji należy użyć wiertła oraz
