Pytanie 1
Przygotowanie elementów cholewek do zawijania, wykonuje się przy użyciu
A. dwojarki z nożem płaskim.
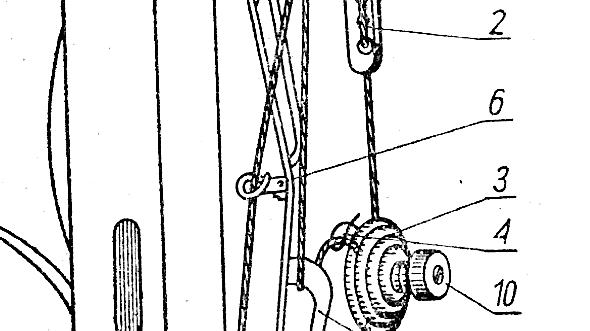
B. ścieniarki z nożem cylindrycznym.
C. frezarki.
D. ścieniarki wałkowej.
Prawidłowa odpowiedź to ścieniarka z nożem cylindrycznym, bo właśnie to urządzenie jest wykorzystywane do przygotowania elementów cholewek do zawijania. Ścieniarka z nożem cylindrycznym umożliwia precyzyjne ścinanie krawędzi skóry lub innego materiału cholewkowego, dzięki czemu fragment przy linii szycia czy zawijania staje się cieńszy i bardziej podatny na formowanie. Bez takiej obróbki materiał byłby za gruby, co potem utrudniałoby estetyczne i trwałe zawinięcie krawędzi. W praktyce warsztatowej ścieniarki tego typu są praktycznie nie do zastąpienia w masowej produkcji cholewek, bo zapewniają powtarzalność i bardzo dobrą jakość. Moim zdaniem, kto choć raz widział pracę przy ścieniarce, wie jak duży komfort to daje – przyspiesza pracę i poprawia wygląd końcowego produktu. Branżowe standardy jasno wskazują, że używanie ścieniarek z nożem cylindrycznym to podstawa profesjonalnego wykończenia cholewek, np. w instrukcjach technologicznych dla obuwnictwa czy podczas audytów jakościowych w zakładach produkcyjnych. Ciekawostką jest to, że różne grubości ścieniania dobiera się w zależności od typu skóry i późniejszego zastosowania cholewki – w przypadku butów eleganckich stosuje się cieńsze ścienianie niż np. w butach roboczych. W sumie trudno wyobrazić sobie nowoczesny zakład bez takiej maszyny.