Pytanie 1
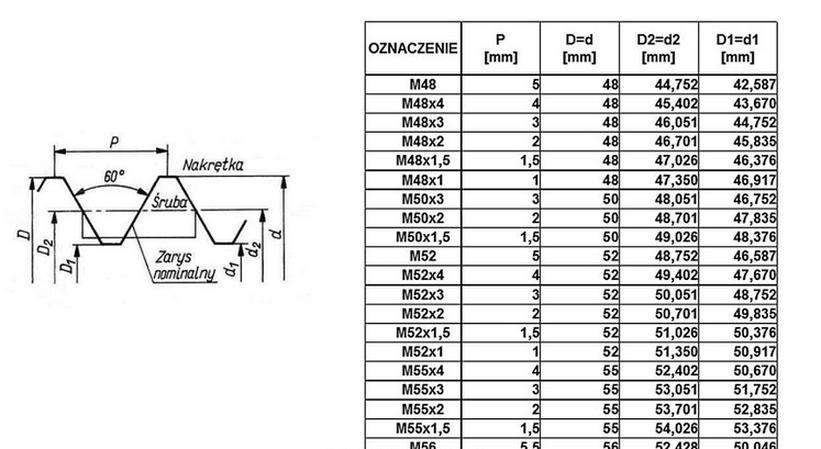
Korzystając z tabeli zawierającej podstawowe wymiary gwintów, określ jaki posuw należy ustawić podczas toczenia gwintu M52.
A. 4 mm/obr
B. 5 mm/obr
C. 52 mm/obr
D. 48 mm/obr
Odpowiedź 5 mm/obr jest prawidłowa, ponieważ posuw podczas toczenia gwintu odnosi się do odległości, jaką narzędzie przesuwa się wzdłuż osi obrabianego elementu w trakcie jednego pełnego obrotu. Dla gwintu metrycznego M52 powszechnie stosowany standardowy skok wynosi 5 mm, co oznacza, że posuw musi wynosić 5 mm/obr. W praktyce, wybór odpowiedniego posuwu jest kluczowy, gdyż wpływa na jakość obróbki oraz wydajność produkcji. W przypadku gwintów metrycznych, jeżeli nie ma dodatkowych oznaczeń dotyczących skoku, standardowy posuw 5 mm/obr jest najczęściej akceptowany. W branży obróbczej stosowanie tabel z wymiarami gwintów oraz zrozumienie ich charakterystyk pozwala na precyzyjne dobieranie parametrów skrawania, co jest niezbędne do uzyskania wysokiej jakości detali. Sprawdzając karty danych lub normy, można zweryfikować, że dla M52 bez dodatkowego oznaczenia, posuw wynosi właśnie 5 mm/obr, co potwierdza tę odpowiedź jako poprawną.