Pytanie 1
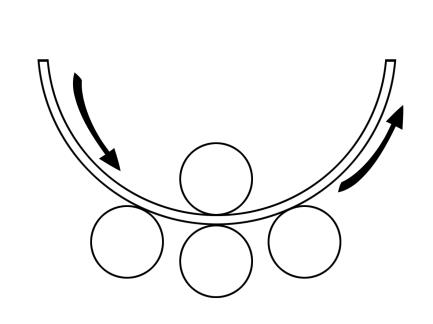
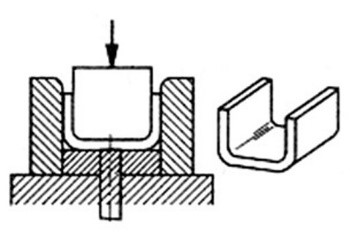
Na którym rysunku przedstawiono nieprawidłowy sposób posługiwania się narzędziami do obróbki blachy?
A. Rysunek 3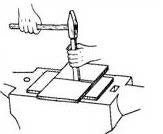
B. Rysunek 4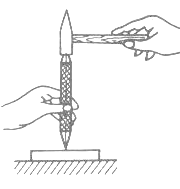
C. Rysunek 2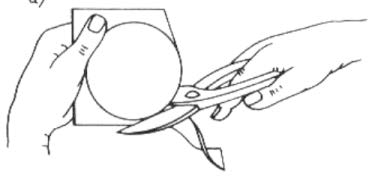
D. Rysunek 1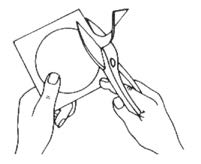
Wybrałeś prawidłową odpowiedź – na rysunku 1 faktycznie pokazano nieprawidłowy sposób posługiwania się nożycami do blachy. Główna wada tego sposobu to ustawienie dłoni przecinającej blachę zbyt blisko linii cięcia i brak kontroli nad odrywającym się fragmentem materiału. W praktyce takie trzymanie zwiększa ryzyko skaleczenia, zwłaszcza jeśli blacha jest cienka i ostro zakończona. Z mojego doświadczenia wynika, że często się o tym zapomina, bo każdy myśli, że szybciej i łatwiej przytrzymać blachę tuż przy nożycach. Niestety w ten sposób można sobie poważnie zaszkodzić, a poza tym – krawędź cięcia wychodzi mniej precyzyjna przez zbytni nacisk i możliwość przesunięcia materiału. Zgodnie z branżowymi standardami, przy cięciu blachy należy prowadzić nożyce z dala od dłoni i pozwalać, by odcinany pasek swobodnie opadał. To zabezpiecza palce przed urazem i ułatwia uzyskanie równej linii cięcia. Często też zaleca się stosowanie rękawic ochronnych, co jest podstawą BHP. Odpowiednia technika to nie tylko bezpieczeństwo, ale i dokładność pracy, dlatego warto to sobie od razu przyswoić.