Pytanie 1
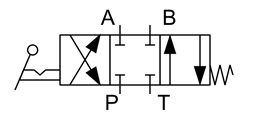
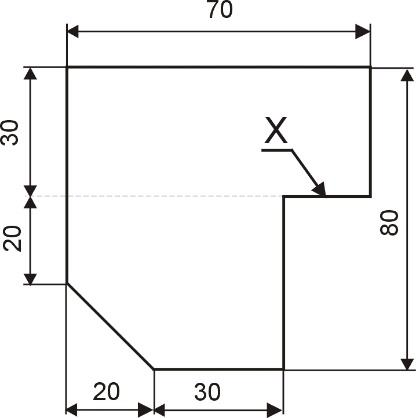
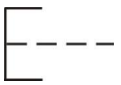
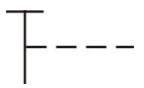
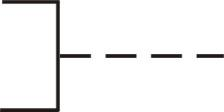
Na przedstawionym rysunku z dokumentacji technicznej zapisano tolerancję
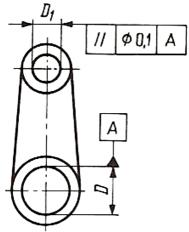
A. współosiowości dwóch osi.
B. prostopadłości dwóch osi.
C. równoległości dwóch osi.
D. przecinania się dwóch osi.
W analizie przedstawionego rysunku można napotkać kilka typowych błędów myślowych, prowadzących do niepoprawnych wniosków. Po pierwsze, współosiowość dotyczy osi, które powinny być ze sobą współśrodkowe, co nie jest przypadkiem w tym rysunku, gdzie mowa o równoległości. Przecinanie się osi to inny aspekt, który raczej odnosi się do elementów takich jak krzyżowe wały, a nie równoległe, co tutaj nie ma zastosowania. Prostopadłość również jest błędnym tropem, ponieważ dotyczy ustawienia dwóch osi pod kątem 90 stopni względem siebie, co w przedstawionym rysunku nie znajduje potwierdzenia. Często takie błędy wynikają z nieznajomości specyfiki symboliki rysunków technicznych lub mylenia różnych koncepcji geometrycznych. W rzeczywistości, każdy z tych terminów ma swoje miejsce w projektowaniu i produkcji, ale kluczem do poprawnej interpretacji jest zrozumienie oznaczeń takich jak te zawarte w normach ISO 1101. Przykładowo, w przemyśle precyzyjnym, zrozumienie różnic między tymi tolerancjami pozwala inżynierom tworzyć komponenty, które idealnie do siebie pasują, a co za tym idzie działają efektywnie w całym systemie. Z mojej perspektywy, wiedza o tych różnicach to podstawa dla każdego, kto chce dobrze zrozumieć geometrię techniczną.