Pytanie 1
Na podstawie analizy programu i listy przyporządkowania określ działanie układu sterowania.
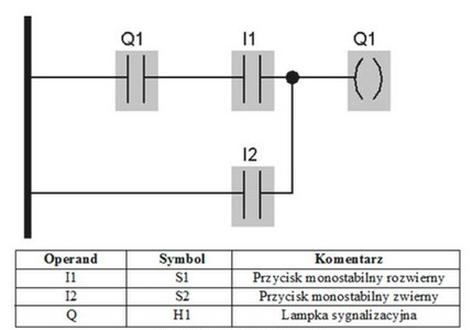
A. Lampka H1 załączana jest przyciskiem S2 z programowo zrealizowanym samopodtrzymaniem, i wyłączana jest przyciskiem S2 z priorytetem wyłączania.
B. Lampka H1 załączana jest przyciskiem S1 z programowo zrealizowanym samopodtrzymaniem, i wyłączana przyciskiem S2 z priorytetem załączania.
C. Lampka H1 załączana jest przyciskiem S2 z programowo zrealizowanym samopodtrzymaniem, i wyłączana jest przyciskiem S1 z priorytetem załączania.
D. Lampka H1 załączana jest przyciskiem S1 z programowo zrealizowanym samopodtrzymaniem, i wyłączana jest przyciskiem S2 z priorytetem wyłączania.
Lampka H1 jest załączana przyciskiem S2 z programowo zrealizowanym samopodtrzymaniem, co oznacza, że po wciśnięciu przycisku S2 (I2) lampka H1 (Q) zostaje włączona i pozostaje w stanie włączenia, dopóki nie zostanie wciśnięty przycisk S1 (I1), który ma priorytet. W praktyce oznacza to, że użytkownik może włączyć lampkę H1 za pomocą S2, a następnie zrezygnować z jej nadzorowania, ponieważ dzięki samopodtrzymaniu lampka pozostanie włączona nawet po zwolnieniu przycisku S2. Taki układ zapewnia wygodę i elastyczność w obsłudze oświetlenia, co jest powszechnie stosowane w systemach automatyki budynkowej, gdzie jednym przyciskiem można wygodnie sterować domowym oświetleniem. Warto zauważyć, że priorytet załączania przycisku S1 oznacza, że niezależnie od stanu lampki H1, wciśnięcie S1 natychmiastowo wyłączy lampkę, co jest przydatne w sytuacjach awaryjnych. Zrozumienie tego układu sterowania jest kluczowe w projektowaniu i implementacji systemów kontrolnych, zgodnych z normami IEC 61131 dotyczącymi programowalnych sterowników logicznych.