Pytanie 1
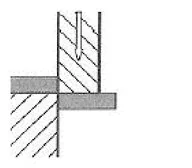
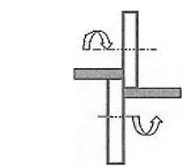
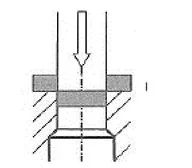
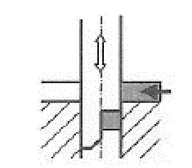
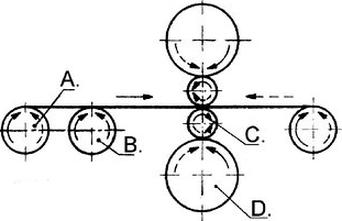
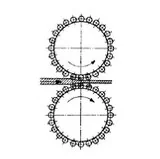
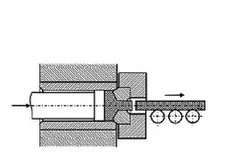
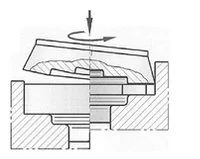
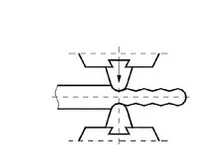
Metodę obróbki plastycznej metali, polegającą na przeciąganiu, przedstawia rysunek oznaczony literą
A. A.
B. B.
C. C.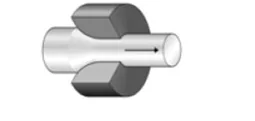
D. D.
Rysunek oznaczony literą C ilustruje proces przeciągania, który jest jedną z kluczowych metod obróbki plastycznej metali. Proces ten polega na wprowadzeniu metalowego pręta przez matrycę, co skutkuje zmniejszeniem jego średnicy oraz zwiększeniem długości. Przeciąganie jest szeroko stosowane w przemyśle, szczególnie w produkcji drutów, rur oraz profili o dużych długościach. W praktyce, technika ta pozwala nie tylko na precyzyjne kształtowanie metalu, ale także na poprawę jego właściwości mechanicznych, takich jak wytrzymałość na rozciąganie i twardość. Warto zauważyć, że w przypadku przeciągania metali istotne jest również kontrolowanie parametrów procesu, takich jak temperatura materiału i prędkość przeciągania, aby uniknąć deformacji i pęknięć. Dobre praktyki branżowe w obróbce plastycznej zakładają także stosowanie odpowiednich matryc dostosowanych do konkretnego materiału, co zwiększa efektywność i jakość finalnych produktów.