Pytanie 1
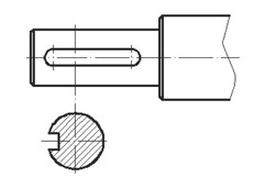
Na rysunku przedstawiono prowadnice łoża tokarki. W celu zwiększenia jej odporności na ścieranie są one poddawane powierzchniowemu

A. malowaniu.
B. hartowaniu.
C. aluminiowaniu.
D. docieraniu.
Hartowanie to proces, który jest kluczowy dla zwiększenia twardości i odporności na ścieranie elementów stalowych, takich jak prowadnice łoża tokarki. Proces ten polega na nagrzewaniu stali do wysokiej temperatury, a następnie szybkim schłodzeniu, co prowadzi do zmiany struktury wewnętrznej materiału. W efekcie otrzymujemy stal o znacznie wyższej twardości, co jest niezbędne w kontekście pracy tokarki. Prowadnice muszą być odporne na intensywne tarcie i zużycie, ponieważ to one odpowiadają za precyzyjne prowadzenie narzędzi skrawających. Zastosowanie hartowania jest standardową praktyką w przemyśle obróbczo-mechanicznym, co potwierdzają normy takie jak ISO 683 dotyczące stali stosowanych w budowie maszyn. Dodatkowo, hartowanie może również poprawić inne właściwości mechaniczne materiału, takie jak wytrzymałość na rozciąganie i zmęczenie, co czyni je bardziej niezawodnymi w trudnych warunkach pracy.