Pytanie 1
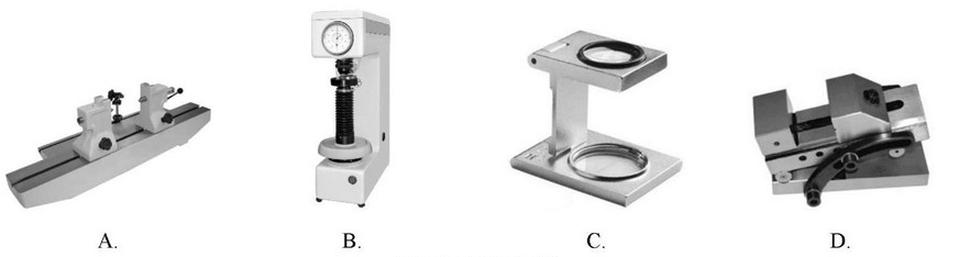
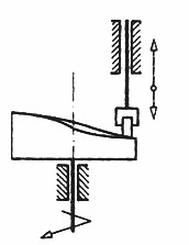
Podczas wiercenia na wiertarce otworów w wałkach do mocowania należy zastosować imadło przedstawione na rysunku oznaczonym literą

A. B.
B. A.
C. C.
D. D.
Imadło z literą B to takie, które świetnie nadaje się do mocowania wałków, bo ma przesuwną szczękę. Dzięki temu możesz dobrze ustawić materiał, gdy wiercisz otwory. To imadło daje stabilność i precyzję, co jest mega ważne, żeby wszystko wyszło dobrze. Fajnie też, że zmniejsza drgania podczas pracy, co zwiększa bezpieczeństwo i jakość otworów. Imadła maszynowe są zaprojektowane, żeby były efektywne i trwałe. Kiedy trzeba wiercić wałki o różnych średnicach, to takie imadło z łatwością dostosujesz do swoich potrzeb, co przyspiesza robotę. Warto też pomyśleć o wygodzie pracy, bo to zmniejsza zmęczenie.