Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 20/40 punktów (50,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Galwaniczne miedziowanie wykorzystuje się do odnawiania
Gdy dochodzi do zatrzymania krążenia, któremu towarzyszy brak oddychania, działania ratunkowe obejmują sztuczne oddychanie oraz masaż serca w cyklach
W celu zapewnienia odpowiedniego tłumienia drgań, jaki materiał najlepiej zastosować do odlewanego korpusu obrabiarki?
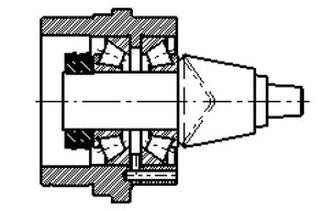
Urządzenie przedstawione na rysunku jest stosowane do
Nawęglanie powinno być realizowane dla stali oznaczonej jako
Podstawową czynnością serwisową sprężarki tłokowej jest ocena
Montaż z wykorzystaniem kompensacji polega na tym, że
Tuleja działająca jako łożysko ślizgowe, po umieszczeniu w otworze w obudowie maszyny, powinna być
Głównym pierwiastkiem stopowym stali szybkotnących jest
Które imadło należy zastosować do mocowania wałków podczas obróbki?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
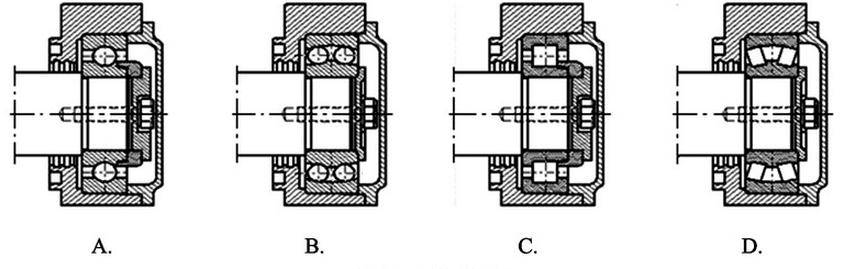
Wałek ułożyskowany za pomocą łożyska tocznego baryłkowego dwurzędowego przedstawia rysunek oznaczony literą
W trakcie przeprowadzania głównej naprawy skrzynki suportowej nie dokonuje się wymiany
Który rodzaj przekładni przedstawiono na rysunku?

Korozja elektrochemiczna występuje na skutek
Podczas wykonywania swojej pracy, spawacz powinien nosić przyłbicę oraz
Zdjęcie przedstawia

Na podstawie tabeli, naprężenia dopuszczalne na ściskanie dla żeliwa Zl 200, wynoszą
| Materiał | Naprężenia dopuszczalne w MPa | |||
| kr | kg | ks | kc | |
| ZI 200 | 55 | 85 | 70 | 195 |
Podczas izochorycznej przemiany ciśnienie początkowe gazu w cylindrze wynosi 2 MPa przy temperaturze 400 K. Jaką temperaturę osiągnie ten gaz, gdy ciśnienie wzrośnie do 8 MPa?
Jakie urządzenie przekształca energię cieplną w energię mechaniczną?
Ochronę elektrochemiczną elementów budowlanych uzyskuje się poprzez
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podczas codziennej konserwacji maszyn należy przeprowadzić działanie
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Ochrona słuchu jest kluczowym elementem zabezpieczenia osobistego
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Nie używa się na cięgnach nośnych w dźwignicach
Wybór uszczelnienia w pompach przepływowych nie jest uzależniony od
Aby zapewnić odpowiedni luz podczas instalacji łożysk stożkowych, co powinno się zastosować?
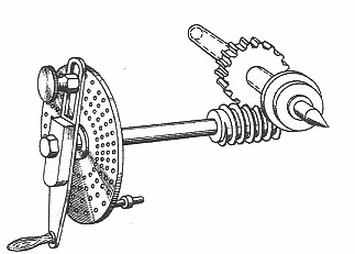
Wałek zębaty przedstawiony na rysunku został osadzony w
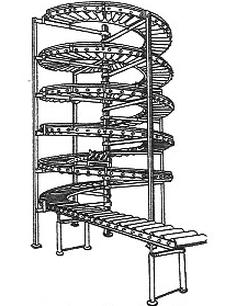
Na rysunku jest przedstawiony przenośnik
Obróbka cieplna stopów żelaza, która polega na podgrzaniu elementu i szybkim schłodzeniu w celu zmiany struktury na martenzyt (głównie w celu zwiększenia twardości), to
Jaki typ zaworu powinien być wykorzystany w systemie hydraulicznym, jeśli część cieczy ma być kierowana do aktuatora, a pozostała część ma trafiać do zbiornika lub innej części układu o niższym ciśnieniu?
Jakie urządzenie służy do nieprzerwanego transportowania materiałów sypkich?
Przed przeprowadzeniem weryfikacji niektórych komponentów systemów hydraulicznych, należy je odtłuścić, wykorzystując
Jaką ilość cieczy przetłoczy pompa tłokowa o sprawności objętościowej 80% w ciągu 5 godzin, jeśli jej teoretyczna wydajność wynosi 500 m3/h?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby wykonać otwory pod gwint M8, jakie wiertło powinno się użyć?
W zbiorniku o pojemności 3 m3 znajduje się 6 kg gazu. Jaką wartość ma gęstość tego gazu?