Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 34/40 punktów (85,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
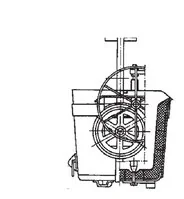
Które oprzyrządowanie urządzeń do obróbki plastycznej przedstawiono na fotografii?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Zilustrowana na przedstawionym rysunku wada wyrobu tłoczonego to

Jakiego typu wyżarzanie powinno się zastosować w celu likwidacji umocnienia metalu po procesie ciągnienia?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
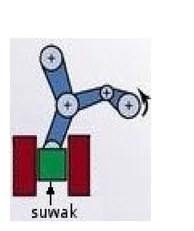
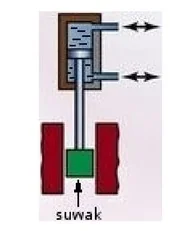
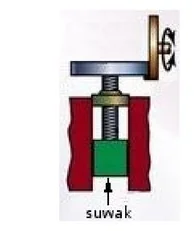
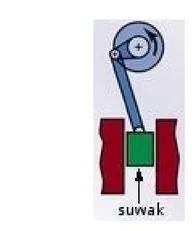
Zasadę działania prasy kolanowej przedstawiono na rysunku oznaczonym literą
Który typ walcarki przedstawiono na rysunku?

Proces obróbki cieplnej stali, który obejmuje kolejno hartowanie oraz niskotemperaturowe odpuszczanie, nazywa się
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę stosuje się do produkcji powłok ochronnych na blachy trapezowe, które mają być użyte jako pokrycia dachowe?
Które urządzenie pomocnicze, stosowane w procesie walcowania blach grubych, przedstawiono na rysunku?

Na podstawie informacji zawartych w tabeli określ czas nagrzewania pręta stalowego o średnicy d = 80 mm w induktorze zasilanym prądem o częstotliwości 500 Hz.
| Zalecane częstotliwości prądu i czasy nagrzewania stali konstrukcyjnej | |||||
|---|---|---|---|---|---|
| Średnica wsadu mm | Czas nagrzewania w minutach, przy różnych częstotliwościach prądu | ||||
| 50 Hz | 500 Hz | 1000 Hz | 2500 Hz | 8000 Hz | |
| 20 | 0,4 | ||||
| 30 | 0,6 | 0,8 | |||
| 40 | 1,0 | 1,4 | |||
| 50 | 1,4 | 1,6 | 2,0 | ||
| 60 | 2,0 | 2,3 | |||
| 70 | 2,6 | 2,8 | 3,0 | ||
| 80 | 3,2 | 3,6 | 4,0 | ||
| 90 | 4,2 | 4,6 | 5,0 | ||
| 100 | 5,5 | 6,0 | |||
Podstawowa przyczyna powstania wady blachy przedstawionej na rysunku to
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, które z wymienionych urządzeń walcowniczych należy zastosować do walcowania z wsadu o grubości 3,5 mm blachy o grubości 0,25 mm i szerokości 1800 mm.
| Lp. | Rodzaj walcarki i układ | Materiał walcowany | Przeznaczenie walcarki | Maksymalna prędkość walcowania m/s | ||
|---|---|---|---|---|---|---|
| Grubość wsadu mm | Grubość wyrobu mm | Długość beczki, mm | ||||
| 1. | Układy ciągłe 3-klatkowe kwarto | stal, aluminium | 2÷4 | nie mniej niż 0,6÷0,7 | do 2150 | 5÷20 |
| 2. | Układy ciągłe 4-klatkowe kwarto | stal, aluminium | 2÷3,7 | 0,3÷2,6 | do 2150 | do 20 |
| 3. | Układy ciągłe 5- i 6-klatkowe kwarto | stal | 2÷23 | 0,15÷0,38 | do 2185 | do 40 |
| 4. | Walcarki 6-walcowe | stal | 2÷6 | > 0,02 | do 1000 | do 7,0 |
| 5. | Walcarki 20-walcowe | stal | 0,15÷3,0 | 0,002÷0,7 | do 2000 | do 10 |
Jakie metody są stosowane do eliminacji płytkich defektów powierzchniowych w dużych odkuwkach?
Określ na podstawie tabeli, co ile dni należy wykonywać przeglądy konserwacyjne podestów ruchomych przejezdnych.
| Lp. | Urządzenie transportu bliskiego | Termin przeglądu konserwacyjnego | |||
|---|---|---|---|---|---|
| co 30 dni | co 60 dni | co 90 dni | co 180 dni | ||
| 1. | Wciągniki i wciągarki z napędem ręcznym | X | |||
| 2. | Suwnice ogólnego przeznaczenia z napędem ręcznym | X | |||
| 3. | Żurawie z napędem ręcznym | X | |||
| 4. | Podesty ruchome przejezdne | X | |||
| 5. | Podesty ruchome stacjonarne | X | |||
| 6. | Podesty ruchome załadowcze | X | |||
| 7. | Podesty ruchome masztowe | X | |||
Który z wymienionych procesów produkcji stali pozwala na utlenienie zbędnego węgla do wartości poniżej 0,05%?
Temperatura topnienia brązu cynowego CuSn10 wynosi w przybliżeniu 1020°C. Zalecana temperatura wlewania wlewnic jest o 50 stopni wyższa. Jaką temperaturę należy ustawić do wylania brązu z pieca?
W tabeli podano wynik analizy składu chemicznego próbki, pobranej w trakcie wytopu 500 kg stali.
Ile molibdenu należy wprowadzić do pieca, aby zwiększyć zawartość tego pierwiastka do 3%?
| Zawartość pierwiastka, % cz. wag. | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | |
| 0,04 | 0,30 | 0,33 | 0,011 | 0,010 | 23,05 | 6,1 | 1,8 | |
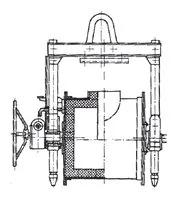
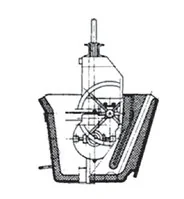
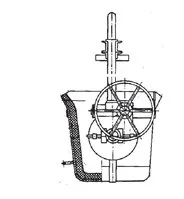
Na którym rysunku przedstawiono budowę kadzi zatyczkowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Temperatura, przy której stal topnieje, wynosi około 1 540°C. Temperatura płynnego metalu przed jego wylaniem powinna być wyższa o 90÷120°C od temperatury topnienia. Od jakiej z wymienionych temperatur należy rozpocząć wylewanie stali z pieca?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie materiały są używane jako rozdzielacze w trakcie obróbki cieplnej?
Wykorzystując metody elektrolityczne do ochrony powierzchni metalu przed korozją, można uzyskać powłokę ochronną
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki materiał powinno się wykorzystać w procesie brunacenia, aby na drucie stalowym powstała powłoka podsmarowa Fe(OH)3, która ułatwia ciągnienie?
W tabeli podano ilość operacji poszczególnych płyt odcinaka dwutaktowego, po wykonaniu których należy przeprowadzić przeglądy lub naprawy oprzyrządowania. Którą płytę należy najczęściej poddawać przeglądom i naprawom?
| Czynność | Ilość wykonanych operacji | |||
|---|---|---|---|---|
| Płyta | ||||
| tnąca | stemplowa | głowicowa | prowadząca | |
| Przegląd techniczny | 500 | 1 000 | 2 000 | 1 000 |
| Naprawa bieżąca | 750 | 1 250 | 3 000 | 1 500 |
| Naprawa średnia | 1 000 | 1 500 | 4 000 | 2 000 |
| Naprawa główna | 1 250 | 1 750 | 5 000 | 2 500 |
Określ na podstawie tabeli, w jakim zakresie temperatur należy przeprowadzić odpuszczanie zahartowanego wyrobu w celu uzyskania twardości 300 HB.
| Rodzaj odpuszczania | Zakres temperatur odpuszczania °C | Twardość | |
|---|---|---|---|
| HB | HRC | ||
| Wysokie | 727÷680 | 180÷250 | <30 |
| 680÷500 | 250÷450 | 30÷45 | |
| Średnie | 500÷400 | 400÷500 | 40÷45 |
| 400÷300 | 500÷600 | 45÷58 | |
| Niskie | <300 | 600÷700 | 58÷63 |
Wsad należy nagrzać przed obróbką plastyczną do temperatury 1200°C. Odczytaj z rysunku miernika temperaturę materiału w piecu i oblicz, o ile stopni należy ten materiał dogrzać.

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, jakie wymiary mogą mieć kowadła płaskie, które można zamontować na młocie sprężarkowym o masie części spadających 1000 kg.
| Masa części spadających młota kg | Młoty parowo-powietrzne | Młoty sprężarkowe | ||
|---|---|---|---|---|
| Orientacyjne wymiary kowadeł płaskich | ||||
| szerokość mm | długość mm | szerokość mm | długość mm | |
| 500 | 140÷230 | 250÷350 | 120÷130 | 260÷300 |
| 750 | 150÷250 | 300÷400 | 130÷160 | 340÷360 |
| 1 000 | 150÷280 | 350÷400 | 140÷175 | 380÷420 |
| 1 500 | 200÷300 | 400÷450 | 160÷200 | 450÷500 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Która metoda obróbki plastycznej jest stosowana do produkcji przedstawionych na rysunku wyrobów z blachy stalowej?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki dodatek technologiczny wykorzystuje się w procesie przetwarzania rudy miedzi?