Pytanie 1
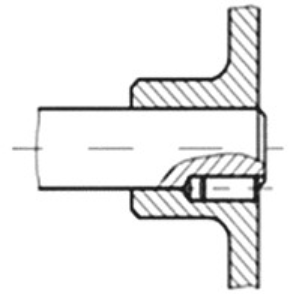
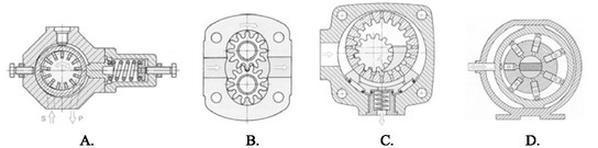
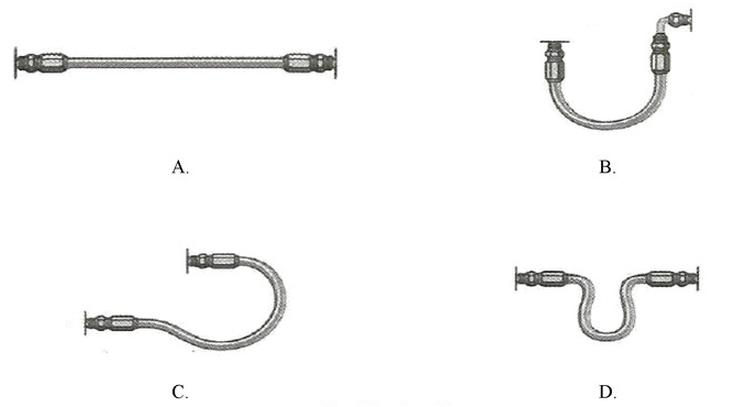
Na którym rysunku przedstawiono prawidłowe ułożenie przewodów hydraulicznych?
A. D.
B. C.
C. B.
D. A.
Rysunek B pokazuje, jak powinny być ułożone przewody hydrauliczne. To ważne, bo dzięki temu wszystko działa dłużej i sprawniej. Dobrze ułożone przewody to mniejsza szansa na problemy, a w razie awarii łatwiej je wymienić. Z mojego doświadczenia, jeżeli przewody są zbyt skręcone czy napięte, mogą się uszkodzić, a to zdecydowanie nie jest coś, co chcielibyśmy mieć na głowie. W systemach przemysłowych duża rola leży w poprawnym ułożeniu – to zmniejsza ryzyko awarii, co z kolei wpływa na bezpieczeństwo i pozwala zaoszczędzić pieniądze na naprawy. Ważne, żeby też myśleć o tym, by przewody były zabezpieczone przed różnymi szkodliwymi czynnikami, jak temperatura czy chemikalia. Rysunek B naprawdę dobrze ilustruje, jak powinno to wyglądać, bo nie tylko jest estetyczny, ale i funkcjonalny, co w hydraulice ma kluczowe znaczenie.