Pytanie 1
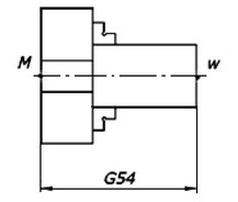
Na podstawie oznaczeń zamieszczonych na rysunku określ sposób ustalenia i zamocowania odkuwki.

A. W uchwycie trój szczękowym z kłem stałym.
B. W mechanicznym uchwycie trój szczękowym z trzpieniem stałym.
C. W hydraulicznym uchwycie z podparciem kłem obrotowym.
D. W uchwycie ręcznym z zabierakiem samozaciskającym.
Wprowadzenie do tematu różnych rodzajów uchwytów i ich zastosowania w obróbce może pomóc zrozumieć, dlaczego inne odpowiedzi są niewłaściwe. Uchwyty trój szczękowe z kłem stałym charakteryzują się tym, że ich konstrukcja nie pozwala na elastyczne dostosowanie do kształtu obrabianego elementu, co może prowadzić do nierównomiernego rozkładu sił mocujących. Taki sposób mocowania jest zatem bardziej odpowiedni dla prostych kształtów, co w przypadku odkuwek może być niewystarczające. Uchwyty ręczne z zabierakiem samozaciskającym, mimo że mogą być wygodne w użyciu, są bardziej odpowiednie dla mniejszych elementów, a ich stosowanie w kontekście odkuwek, które wymagają stabilności, może prowadzić do zwiększonego ryzyka niewłaściwego zamocowania i związanych z tym błędów. Z kolei hydrauliczne uchwyty z podparciem kłem obrotowym, choć oferują pewne zalety w zakresie dostosowania się do różnych kształtów, mogą być zbyt skomplikowane w zastosowaniach, gdzie wymagana jest stała oś obrotu. Niekiedy stosowanie takich uchwytów może prowadzić do dodatkowych kosztów i obciążeń, które w kontekście prostych operacji obróbczych są zbędne. W przemyśle należy kierować się dobrymi praktykami, które preferują mechaniczne uchwyty trój szczękowe z trzpieniem stałym dla zapewnienia optymalnych warunków obróbczych.