Pytanie 1
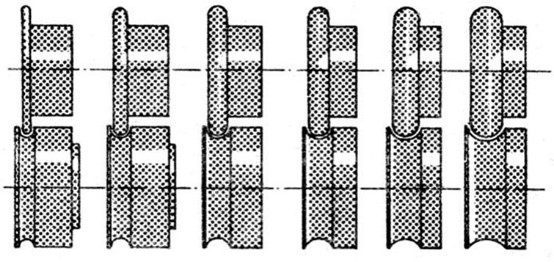
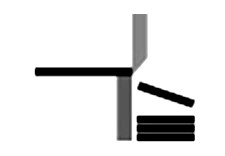
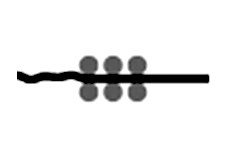
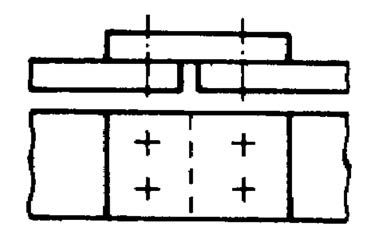
Jaki rodzaj połączenia nitowego przedstawiono na rysunku?
A. Nakładkowe jednostronne.
B. Zakładkowe dwurzędowe.
C. Nakładkowe dwustronne symetryczne.
D. Nakładkowe dwustronne niesymetryczne.
Patrząc na rysunek, można łatwo pomylić typ połączenia, jeśli skupimy się tylko na liczbie rzędów nitów lub ułożeniu nakładek. Wiele osób myli połączenie nakładkowe dwustronne niesymetryczne z układami bardziej typowymi, jak zakładkowe dwurzędowe lub nakładkowe jednostronne i symetryczne, bo często w praktyce szkolnej pokazuje się głównie te najprostsze warianty. Zakładkowe dwurzędowe to całkiem inny sposób łączenia – tam blachy zachodzą na siebie bez użycia dodatkowych nakładek po obu stronach, a nity biegną w dwóch równoległych rzędach przez te same dwie blachy. To rozwiązanie raczej dla prostych połączeń, gdzie nie zależy nam na większej sztywności czy lepszym rozłożeniu sił. Nakładkowe jednostronne bazuje z kolei na pojedynczej nakładce, przytwierdzonej tylko po jednej stronie łączonych elementów, przez co połączenie jest asymetryczne i mniej odporne na skręcanie – w praktyce często się tego unika tam, gdzie są większe obciążenia. Z kolei nakładkowe dwustronne symetryczne powstaje w sytuacji, gdy z obu stron są identyczne nakładki, równo rozmieszczone względem osi połączenia. Ten typ jest bardzo popularny w konstrukcjach, gdzie ważne jest równomierne rozłożenie sił i minimalizacja ryzyka lokalnych odkształceń. Jednak rysunek pokazuje niesymetryczny układ – jedna z nakładek ma inny kształt lub długość, przez co całość jest wyraźnie nieśrodkowa. Wielu myli to z symetrią, bo odruchowo zakłada się, że projektanci dążą do idealnego wyważenia, a tymczasem w praktyce trzeba czasem dostosować rozwiązanie do ograniczeń materiałowych lub konstrukcyjnych. W mojej ocenie, znajomość takich szczegółów jest bardzo ważna, bo pozwala lepiej rozumieć, jak naprawdę projektuje się połączenia w rzeczywistych warunkach przemysłowych, a nie tylko na papierze.