Pytanie 1
Aby osiągnąć pożądaną tolerancję wymiaru montażowego poprzez dodanie do konstrukcji dodatkowej elementu, należy przeprowadzić montaż
A. z całkowitą zamiennością
B. z zastosowaniem kompensacji
C. z wykorzystaniem selekcji
D. z indywidualnym dopasowaniem
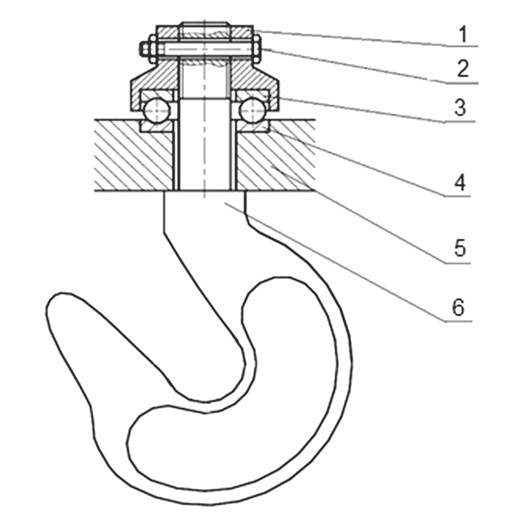
Odpowiedź "z zastosowaniem kompensacji" jest prawidłowa, ponieważ kompensacja jest techniką stosowaną w inżynierii i produkcji, która pozwala na uzyskanie wymaganej tolerancji wymiarowej przez dodanie dodatkowych elementów do konstrukcji. Kompensacja polega na wprowadzeniu zmian w wymiarach jednego lub więcej komponentów w celu skompensowania luzów, tolerancji i odchyleń produkcyjnych. Przykładem może być dodanie podkładek, dystansów lub elementów regulacyjnych, które umożliwiają precyzyjne ustawienie komponentów w odpowiednich pozycjach. Zastosowanie kompensacji jest zgodne z zasadami norm ISO dotyczących tolerancji, które promują precyzyjne podejście w montażu elementów maszyn i urządzeń. Ważne jest, aby inżynierowie znali zasady projektowania z uwzględnieniem tolerancji, aby zapewnić długotrwałe i niezawodne działanie konstrukcji, co przekłada się na jakość finalnego produktu oraz minimalizację kosztów związanych z naprawami i serwisowaniem.