Pytanie 1
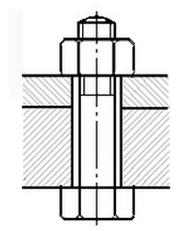
Na rysunku przedstawiono połączenie gwintowe
A. za pomocą śruby pasowanej.
B. bezpośrednie.
C. za pomocą śruby dwustronnej.
D. pośrednie.
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Połączenie gwintowe, którego dotyczy to pytanie, jest klasycznym przykładem połączenia pośredniego. W tym przypadku, śruba przechodzi przez dwa elementy, które mają być ze sobą połączone, a nakrętka umieszczona po przeciwnej stronie śruby zapewnia stabilność oraz umożliwia dokręcenie połączenia. Tego typu połączenia są szeroko stosowane w różnych dziedzinach inżynierii, w tym w budownictwie oraz w wytwarzaniu maszyn. Przykładem zastosowania może być montaż konstrukcji stalowych, gdzie śruby i nakrętki są używane do łączenia belek i innych elementów nośnych. Zgodnie z normami ISO, połączenia tego typu powinny być projektowane z uwzględnieniem odpowiednich sił i obciążeń, a także materiałów, z których wykonane są elementy łączone, aby zapewnić wytrzymałość i bezpieczeństwo konstrukcji. Połączenia pośrednie są preferowane w wielu sytuacjach ze względu na ich łatwość montażu i demontażu, co może być istotne w przypadku potrzeb konserwacyjnych lub naprawczych.
Połączenie gwintowe, którego dotyczy to pytanie, jest klasycznym przykładem połączenia pośredniego. W tym przypadku, śruba przechodzi przez dwa elementy, które mają być ze sobą połączone, a nakrętka umieszczona po przeciwnej stronie śruby zapewnia stabilność oraz umożliwia dokręcenie połączenia. Tego typu połączenia są szeroko stosowane w różnych dziedzinach inżynierii, w tym w budownictwie oraz w wytwarzaniu maszyn. Przykładem zastosowania może być montaż konstrukcji stalowych, gdzie śruby i nakrętki są używane do łączenia belek i innych elementów nośnych. Zgodnie z normami ISO, połączenia tego typu powinny być projektowane z uwzględnieniem odpowiednich sił i obciążeń, a także materiałów, z których wykonane są elementy łączone, aby zapewnić wytrzymałość i bezpieczeństwo konstrukcji. Połączenia pośrednie są preferowane w wielu sytuacjach ze względu na ich łatwość montażu i demontażu, co może być istotne w przypadku potrzeb konserwacyjnych lub naprawczych.