Pytanie 1
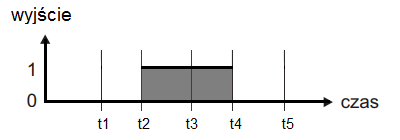
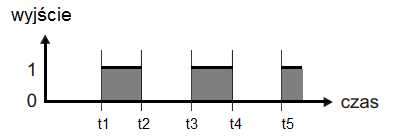
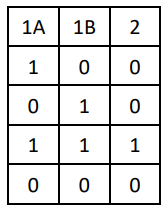
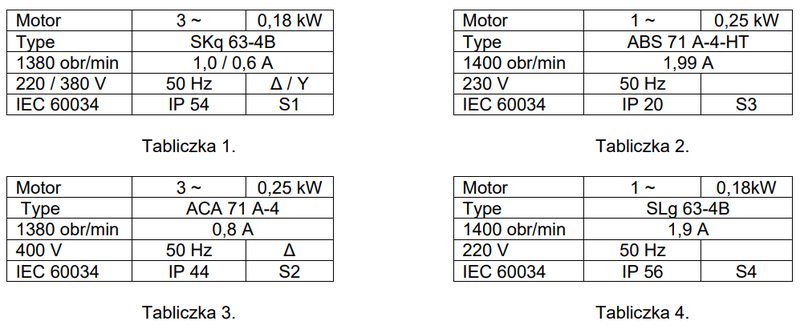
Która z przedstawionych tabliczek znamionowych opisuje silnik elektryczny przeznaczony do pracy ciągłej?
A. Tabliczka 2.
B. Tabliczka 1.
C. Tabliczka 3.
D. Tabliczka 4.
Przy analizie tabliczek znamionowych ważne jest zrozumienie, jak oznaczenia pracy wpływają na zastosowanie silnika. Każda tabliczka zawiera informacje o rodzaju pracy: S1, S2, S3 i S4. Tylko tabliczka 1 oznacza tryb pracy ciągłej (S1), co jest kluczowe w przypadku urządzeń działających bez przerw. Tabliczka 2 wskazuje tryb S3, co oznacza pracę przerywaną, często z krótkimi cyklami włączenia i wyłączenia. To typowe dla urządzeń, które muszą odpoczywać, aby uniknąć przegrzania. Tabliczka 3 z oznaczeniem S2 sugeruje krótki czas pracy ciągłej, co może być mylące, jeśli nie zrozumiemy, że jest to tryb limitowany czasowo, np. dla urządzeń startujących sporadycznie. Tabliczka 4 z trybem S4 obejmuje cykle pracy przerywanej z dodatkowym rozruchem, co jest specyficzne dla maszyn z dużymi obciążeniami startowymi. Typowe błędy myślowe dotyczą braku rozróżnienia między rodzajami pracy i związanych z nimi ograniczeń. Wybór niewłaściwego silnika może prowadzić do awarii, dlatego zrozumienie tych oznaczeń jest kluczowe.