Pytanie 1
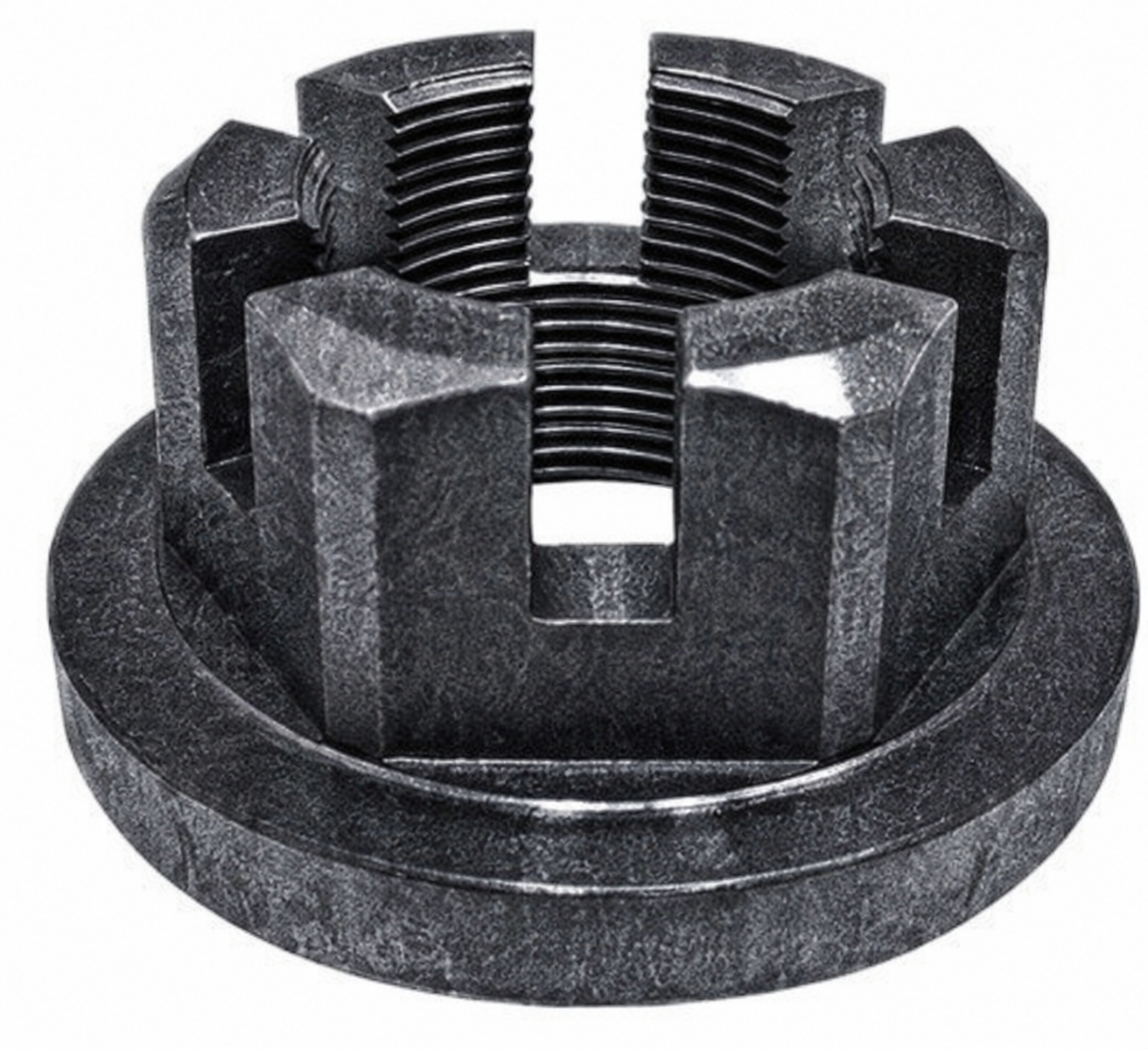
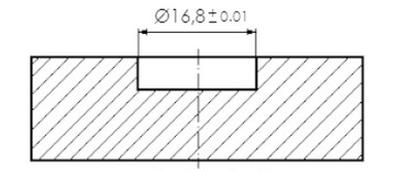
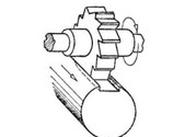
Macki pomiarowe przedstawione na rysunku służą do wykonania pomiaru

A. grubości ścianki rury.
B. chropowatości powierzchni.
C. płaskości powierzchni.
D. twardości materiału.
Poprawna odpowiedź dotycząca pomiaru grubości ścianki rury jest zasłużona z uwagi na właściwości macki pomiarowej suwmiarki. Suwmiarka jest narzędziem, które umożliwia precyzyjne pomiary wymiarów zewnętrznych i wewnętrznych obiektów, a także głębokości. Macki pomiarowe, które są integralną częścią suwmiarki, są zaprojektowane tak, aby mogły w łatwy sposób wniknąć w przestrzeń między ściankami rury, co pozwala na dokładne zmierzenie grubości. Przykładowo, w przemyśle metalowym, gdzie rury są powszechnie stosowane, pomiar grubości ścianki jest kluczowy dla określenia nośności konstrukcji oraz trwałości materiału. Zgodnie z normami ISO, dokładność pomiarów grubości ścianki jest niezbędna, aby zapewnić bezpieczeństwo użytkowania rurociągów oraz zbiorników. W praktyce, niewłaściwe określenie grubości ścianki może prowadzić do awarii, co podkreśla znaczenie precyzyjnych pomiarów macką suwmiarki. Wspomniane zastosowanie narzędzi pomiarowych w przemyśle budowlanym oraz inżynieryjnym jest zgodne z najlepszymi praktykami branżowymi.