Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 27/40 punktów (67,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które oprzyrządowanie urządzeń do obróbki plastycznej przedstawiono na fotografii?

Jakiego typu wyżarzanie powinno się zastosować w celu likwidacji umocnienia metalu po procesie ciągnienia?
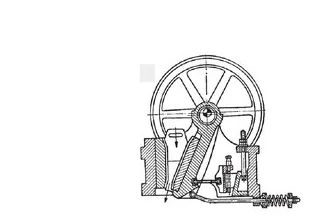
Które urządzenie do nagrzewania wyrobów w procesie obróbki cieplnej przedstawiono na fotografii?

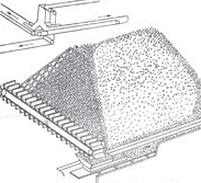
Jakie procesy zachodzą w materiałach wsadowych gromadzonych w hutach żelaza na hałdach obsługiwanych za pomocą urządzeń przedstawionych na rysunku?
Określ na podstawie tabeli, jakiego typu jest termopara stosowana do pomiaru temperatur w zakresie 1750-1800°C.
| Typ | Zastosowanie | Klasa | Materiał |
|---|---|---|---|
| K | -40÷1200°C | ±2,5°C | NiCr-Ni |
| J | -40÷750°C | ±2,5°C | Fe-CuNi |
| R | 0÷1600°C | ±1,5°C | PtRh13-Pt |
| B | 600÷1800°C | ±1,5°C | PtRh30-PtRh6 |
| T | -40÷350°C | ±1,0°C | Cu-CuNi |
Który typ walcarki przedstawiono na rysunku?

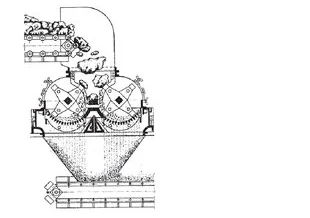
Urządzenie stosowane w metalurgii miedzi przedstawione na rysunku to

Określ na podstawie tabeli, jaki należy zaplanować czas przeprowadzania remontu bieżącego wielkiego pieca, jeśli stan pieca jest zadowalający.
| Rodzaj remontu | Cykl remontowy | Czas trwania remontu |
|---|---|---|
| Bieżący (stan pieca dobry) | Co 6 miesięcy | 12÷16 godzin |
| Bieżący (stan pieca zadowalający) | Co 2÷3 miesiące | 6÷10 godzin |
| Średni | Co 18÷24 miesięcy | 4÷6 dni |
| Kapitalny | Co 3÷7 lat | 30÷65 dni |
Na którym rysunku przedstawiono wyroby wykonane metodą tłoczenia?




Który z wymienionych surowców mineralnych jest kluczowym materiałem stosowanym w wytwarzaniu aluminium?
W procesie walcowania blach o dużej grubości należy użyć jako wsadu
Wskaż na podstawie tabeli wartości współczynników ciągnienia w procesie wykonywania wytłoczek, jeżeli grubość blachy s = 1,6 mm, a średnica krążka D = 320 mm.
| Współczynnik ciągnienia | Stosunek s/D x 100% | ||||
|---|---|---|---|---|---|
| 2,0÷1,5 | 1,5÷1,0 | 1,0÷0,6 | 0,6÷0,3 | 0,3÷0,15 | |
| m₁ | 0,50 | 0,53 | 0,55 | 0,58 | 0,60 |
| m₂ | 0,75 | 0,76 | 0,78 | 0,79 | 0,80 |
| m₃ | 0,78 | 0,79 | 0,80 | 0,81 | 0,82 |
Który rodzaj pieca do nawęglania gazowego przedstawiono na rysunku?

Jakie formy przyjmują cząstki proszków uzyskanych poprzez metodę rozpylania?
Na którym rysunku przedstawiono schematycznie cięcie mechaniczne wsadu z wykorzystaniem noży krążkowych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie operacje należy wykonać, aby przygotować rudę do wzbogacania w flotowniku?
Określ na podstawie tabeli, która z wymienionych atmosfer ochronnych powinna być zastosowana w produkcji spieków z proszków tantalu.
| Tabela atmosfer ochronnych wykorzystywanych do spiekania wyrobów | |||||
|---|---|---|---|---|---|
| Materiał proszku | Atmosfera ochronna | ||||
| Azot | Wodór | Argon | Hel | Próżnia | |
| Stopy aluminium | x | x | x | ||
| Mosiądz | x | ||||
| Stale nierdzewne | x | x | |||
| Węgliki spiekane | x | x | x | x | |
| Tytan, niob, tantal | x | x | |||
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z poniższych materiałów jest najczęściej stosowany do wykonania form odlewniczych?
Zgodnie z dokumentacją, średnica prętów walcowanych na gorąco winna wynosić ∅50+0,02 ∅50-0,01. Która z zmierzonych średnic prętów nie spełnia tego wymogu?
Na podstawie danych w tabeli wskaż zakres nacisków jednostkowych w MPa dla stali węglowej o zawartości węgla nieprzekraczającej 0,1%
| Materiał | Naciski jednostkowe MPa |
|---|---|
| Aluminium | 600-800 |
| Stopy aluminium do obr. plastycznej | 800-1000 |
| Czysta miedź | 1200-1400 |
| Mosiądz M63 | 1400-1600 |
| Stal węglowa (do 0,1 % C) | 1200-1600 |
| Stal węglowa (do 0. 15% C) | 1600-1800 |
| Stale węglowe (do 0,35% C) oraz niskostopowe | 1800-2200 2000-2800 |
Ile stearynianu cynku należy dodać do 1 250 kg proszku żelaza, jeżeli środek poślizgowy powinien wynosić
0,3 ÷ 0,6% wagi proszku?
Jakiego rodzaju obróbkę cieplno-chemiczną powinno się zastosować, aby uzyskać dyfuzyjną powłokę ochronną, która zwiększy odporność stalowych rur na działanie wody morskiej?
Które z wymienionych w tabeli materiałów należy stosować do wyłożenia pieca pracującego przy wysokim obciążeniu w temperaturze przekraczającej 1 700°C.
| Rodzaj materiałów | Temperatura topnienia, °C | Temperatura mięknięcia pod obciążeniem 200 kPa, °C |
|---|---|---|
| A. Szamotowe | 1 580÷1 780 | 1 250÷1 500 |
| B. Magnezytowe | > 2 000 | 1 350÷1 680 |
| C. Forsterytowe | > 2 000 | 1 590÷1 675 |
| D. Grafitowe | > 2 000 | 1 900÷2 000 |
Jaką obróbkę cieplną powinno się wykonać po przeprowadzeniu nawęglania?
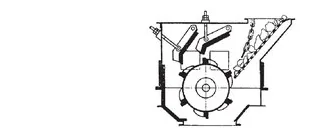
Na którym rysunku przedstawiono budowę kruszarki szczękowej?

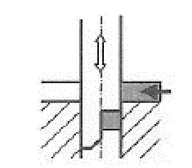
Do sprawdzenia średnicy wewnętrznej gorącej odkuwki kutej swobodnie należy użyć narzędzia pomiarowego przedstawionego na rysunku oznaczonym literą




Jaką substancję smarną wykorzystuje się w obróbce plastycznej prowadzonej w temperaturze pokojowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wgniecenia to jednorodne wgłębienia o zróżnicowanych wymiarach i konturach na powierzchni odkuwki, które powstają w wyniku
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli zamienników smarów i olejów do walcarki mechanicznej MRM 1250, jakim olejem można zastąpić smar Energrease GP 2 podczas prac związanych z konserwacją urządzenia.
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1 250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
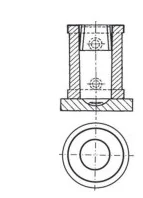
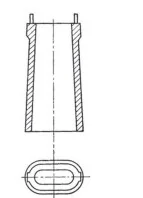
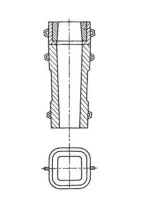
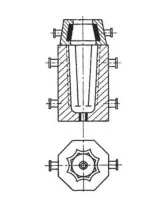
Określ na podstawie rysunków, którą wlewnicę należy zastosować aby otrzymać wlewek o przekroju kwadratowym.
Która z wymienionych metod obróbki plastycznej pozwala na wytworzenie z proszków metali wyprasek o kształtach przedstawionych na rysunku?
Którą wartość wskazuje manometr przedstawiony na rysunku?

Określ na podstawie tabeli, w jakim zakresie temperatur należy przeprowadzić odpuszczanie zahartowanego wyrobu w celu uzyskania twardości 300 HB.
| Rodzaj odpuszczania | Zakres temperatur odpuszczania °C | Twardość | |
|---|---|---|---|
| HB | HRC | ||
| Wysokie | 727÷680 | 180÷250 | <30 |
| 680÷500 | 250÷450 | 30÷45 | |
| Średnie | 500÷400 | 400÷500 | 40÷45 |
| 400÷300 | 500÷600 | 45÷58 | |
| Niskie | <300 | 600÷700 | 58÷63 |