Pytanie 1
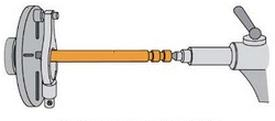
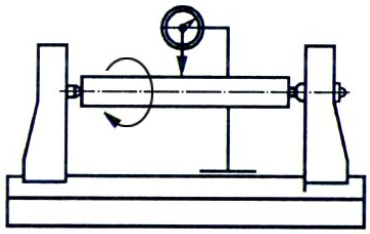
Jakie oprzyrządowanie jest stosowane do toczenia wałów o dużej długości?
A. podtrzymka
B. uchwyt i kieł
C. uchwyt specjalny
D. długie łoże tokarki
Odpowiedzią na pytanie jest podtrzymka, która jest kluczowym oprzyrządowaniem stosowanym w toczeniu wałów o znacznej długości. Podtrzymka mechanicznie wspiera wał w trakcie obróbki, co jest szczególnie istotne w przypadku długich elementów, które mogą ulegać odkształceniom lub drganiom. Dzięki zastosowaniu podtrzymki, można znacząco zwiększyć precyzję toczenia oraz uzyskać wyższą jakość powierzchni obrabianego elementu. W praktyce, podtrzymki mogą być regulowane, co pozwala na dostosowanie ich do różnych średnic wałów. W branży produkcyjnej oraz w warsztatach rzemieślniczych, stosowanie podtrzymek jest powszechną praktyką, która zapewnia stabilność procesu obróbczo-wytwórczego. Dobre praktyki wskazują, że ich użycie nie tylko zwiększa efektywność pracy, ale także przyczynia się do wydłużenia żywotności narzędzi skrawających przez minimalizację drgań i poprawę parametrów skrawania.