Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 40/40 punktów (100,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W jakim zakresie temperatur powinniśmy podgrzewać stalowy wsad przed walcowaniem na gorąco blach o dużej grubości?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na rysunkach przedstawiono następujące po sobie etapy procesu

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Piec do obróbki cieplnej z wysuwanym trzonem przedstawia zdjęcie oznaczone literą




Jakie materiały są stosowane do wyłożenia pieców zawiesinowych oraz konwertorów w procesie metalurgii miedzi?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli czas nagrzewania indukcyjnego pręta kwadratowego o boku 150 mm z niestopowej stali konstrukcyjnej, jeśli częstotliwość prądu wynosi 50 Hz.
| Średnica wsadu mm | Czas nagrzewania w minutach przy różnych częstotliwościach prądu | |||
|---|---|---|---|---|
| 50 Hz | 500 Hz | 1000 Hz | 2500 Hz | |
| 70 | - | 2,6 | 2,8 | 3,0 |
| 80 | - | 3,2 | 3,6 | 4,0 |
| 90 | - | 4,2 | 4,6 | 5,0 |
| 100 | - | 5,5 | 6,0 | - |
| 110 | - | 7,0 | 7,5 | - |
| 120 | - | 8,5 | 9,0 | - |
| 150 | 12,0 | 14,0 | 16,0 | - |
| 175 | 15,0 | 18,0 | - | - |
| – przy nagrzewaniu stali wysokostopowych czas należy zwiększyć o ok. 20 – 30% – dla prętów o przekroju kwadratowym minimalny czas grzania jest 1,25 razy dłuższy niż dla prętów okrągłych | ||||
Co powoduje falowanie lub pofałdowanie blach w trakcie procesu walcowania?
Odczytaj z tabeli, jaka jest zalecana temperatura nagrzewania i wygrzewania sprężyn wykonanych ze stali 50S2 przed hartowaniem oraz który ośrodek chłodzący należy stosować przy hartowaniu.
| Zalecane warunki obróbki cieplnej | |||
|---|---|---|---|
| Znak stali | Temperatura hartowania ± 10°C | Ośrodek chłodzący | Temperatura odpuszczania ± 30°C |
| 50S | 800 | woda | 380 |
| 40S2 | 840 | woda | 430 |
| 50S2 | 870 | woda | 460 |
| 55S2 | 870 | olej | 460 |
| 50HSA | 850 | olej | 520 |
Jakiego rodzaju obróbki cieplnej stali używa się, aby uzyskać strukturę martenzytyczną?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podczas walcowania na zimno stal zyskuje pewne właściwości w wyniku
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie materiały są używane jako rozdzielacze w trakcie obróbki cieplnej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który typ walcarki przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Objętość materiału wsadowego potrzebnego do wytworzenia odkuwki powinna wynosić 160 000 mm3. Jaką długość powinien mieć wsad, jeśli jego wymiary poprzeczne to 20 x 20 mm?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z wymienionych czynników jest główną przyczyną powstania przedstawionej na rysunku wady walcowanej blachy?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
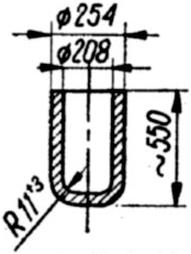
Którą z metod wykonania należy zastosować do produkcji grubościennych tulei stalowych o kształcie i wymiarach określonych na rysunku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie spośród wymienionych produktów są uzyskiwane tylko dzięki procesowi metalurgii proszków?
Na podstawie danych w tabeli wskaż zakres nacisków jednostkowych w MPa dla stali węglowej o zawartości węgla nieprzekraczającej 0,1%
| Materiał | Naciski jednostkowe MPa |
|---|---|
| Aluminium | 600-800 |
| Stopy aluminium do obr. plastycznej | 800-1000 |
| Czysta miedź | 1200-1400 |
| Mosiądz M63 | 1400-1600 |
| Stal węglowa (do 0,1 % C) | 1200-1600 |
| Stal węglowa (do 0. 15% C) | 1600-1800 |
| Stale węglowe (do 0,35% C) oraz niskostopowe | 1800-2200 2000-2800 |
Określ na podstawie tabeli, które z wymienionych urządzeń walcowniczych należy zastosować do walcowania z wsadu o grubości 3,5 mm blachy o grubości 0,25 mm i szerokości 1800 mm.
| Lp. | Rodzaj walcarki i układ | Materiał walcowany | Przeznaczenie walcarki | Maksymalna prędkość walcowania m/s | ||
|---|---|---|---|---|---|---|
| Grubość wsadu mm | Grubość wyrobu mm | Długość beczki, mm | ||||
| 1. | Układy ciągłe 3-klatkowe kwarto | stal, aluminium | 2÷4 | nie mniej niż 0,6÷0,7 | do 2150 | 5÷20 |
| 2. | Układy ciągłe 4-klatkowe kwarto | stal, aluminium | 2÷3,7 | 0,3÷2,6 | do 2150 | do 20 |
| 3. | Układy ciągłe 5- i 6-klatkowe kwarto | stal | 2÷23 | 0,15÷0,38 | do 2185 | do 40 |
| 4. | Walcarki 6-walcowe | stal | 2÷6 | > 0,02 | do 1000 | do 7,0 |
| 5. | Walcarki 20-walcowe | stal | 0,15÷3,0 | 0,002÷0,7 | do 2000 | do 10 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które urządzenie stosowane w kuźni przedstawiono na rysunku?

Podczas produkcji tulei rurowych wykorzystuje się proces walcowania
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie zamieszczonego fragmentu dokumentacji parametrów wejściowych procesu zawiesinowego przetopu koncentratu miedzi oblicz maksymalną wielkość nadawy koncentratu w ciągu doby.
| Parametr | Jednostka | Min. | Max. | Typowa |
|---|---|---|---|---|
| Wielkość nadawy koncentratu | Mg/h | 40 | 120 | 80÷112 |
| Sposób rozłożenia strumienia koncentratu na poszczególne palniki | Mg/h | 10 | 30 | 20÷28 |
| Wielkość nadawy pyłów zwrotnych | Mg/h | 0 | 16 | 9÷14 |
| Wielkość nadawy produktu z ISO | Mg/h | 0 | 6 | 1÷4,5 |
| Wielkość nadawy odsiewów kamienia wapiennego | Mg/h | 0 | 4 | 1÷2 |
| Stopień przefluidyzowania koncentratu | Nm³/Mg | 220 | 290 | 250÷275 |
| Zawartość tlenu w dmuchu technologicznym | % | 70 | 85 | 78÷82 |
| Ilość oleju spalanego w szybie reakcyjnym | l/h | 80 | 1 000 | 80÷200 |
| Temperatura podgrzania dmuchu technologicznego | °C | 20 | 220 | 100÷150 |
| Przepływ powietrza do aeracji | Nm³/h | 150 | 300 | 160÷200 |
| Wielkość strumienia dmuchu zimnego powietrza do odstojnika | Nm³/h | 0 | 10 000 | 2000÷5000 |
Który rodzaj pieca przedstawiono na rysunku?

Jakie działanie należy wykonać tuż przed rozpoczęciem walcowania blach na zimno?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie fragmentu tabeli konserwacji elementów suwnicy pomostowej określ, który element suwnicy lub parametr powinien być sprawdzany najczęściej.
| Lp. | Kontrola przy uruchamianiu po montażu lub remoncie | Kontrola codzienna na początku pracy | Pierwszy raz po 3 miesiącach | Regularna konserwacja po 12 miesiącach | Konserwacja po 10 latach względnie przy remoncie generalnym | Tabela konserwacji elementów suwnicy pomostowej |
|---|---|---|---|---|---|---|
| 1 | x | x | x | Hamulec | ||
| 2 | x | x | x | Połączenia śrubowe | ||
| 3 | x | x | x | Uzębienie wału/koła: zużycie, smarowanie | ||
| 4 | x | Wymiana oleju/smaru przekładniowego |