Pytanie 1
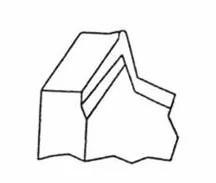
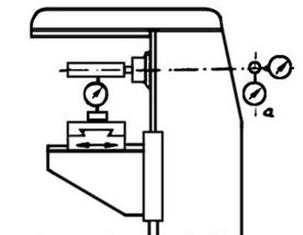
Na rysunku przedstawiono wiertarkę

A. słupową.
B. promieniową.
C. stołową.
D. stojakową.
Wybór wiertarki słupowej jako odpowiedzi jest trafny, ponieważ na przedstawionym rysunku widoczna jest konstrukcja, która idealnie odpowiada specyfice tego typu urządzenia. Wiertarki słupowe charakteryzują się pionowym słupem, który stabilizuje wiertło oraz umożliwia precyzyjne ustawienie głębokości wiercenia. Dzięki swojej budowie, wiertarki słupowe są szczególnie cenione w warsztatach obróbczych, gdzie wymagana jest duża dokładność i powtarzalność procesów. Stosowane są do wiercenia w materiałach takich jak metal, drewno czy tworzywa sztuczne. Przykładem zastosowania wiertarki słupowej może być produkcja komponentów do maszyn, gdzie precyzyjne otwory są niezbędne. W kontekście standardów branżowych, wiertarki słupowe są zgodne z normami bezpieczeństwa i efektywności, co czyni je niezastąpionym narzędziem w profesjonalnych warsztatach.