Pytanie 1
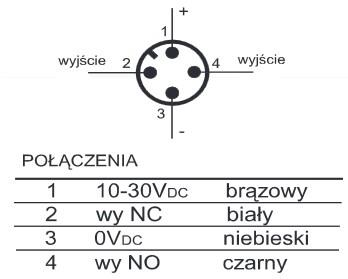
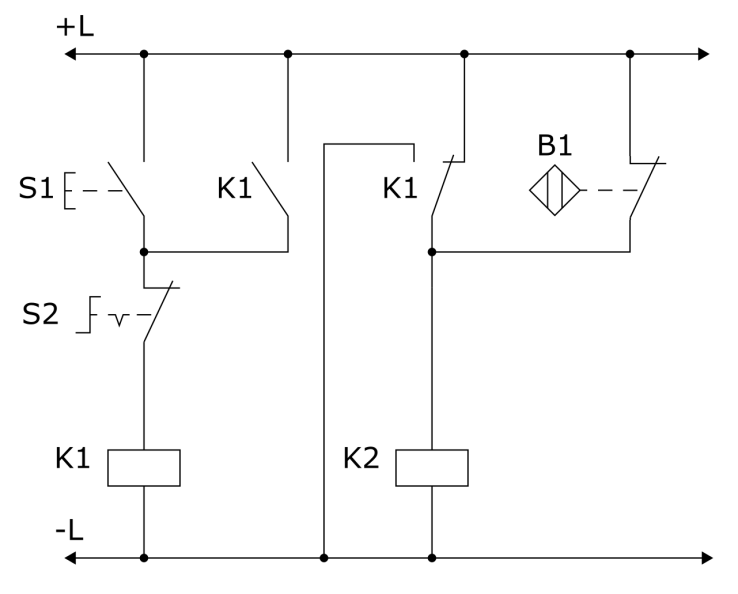
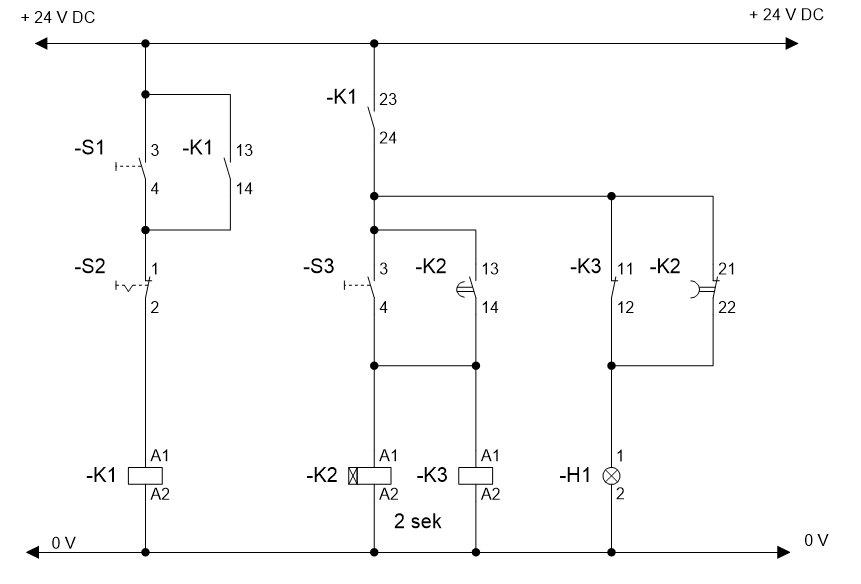
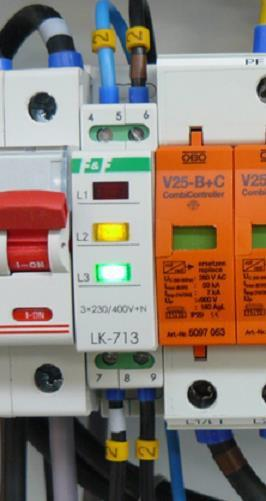
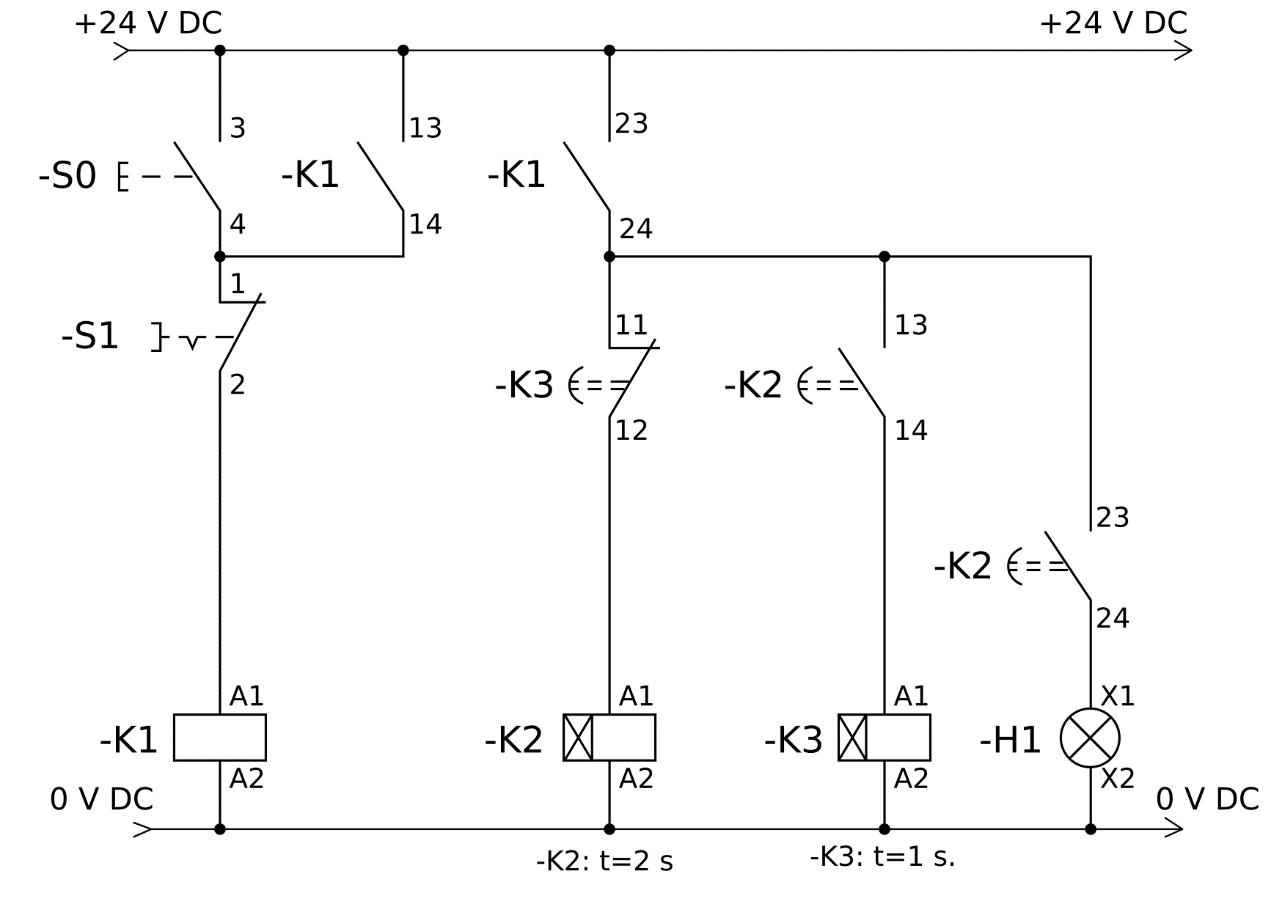
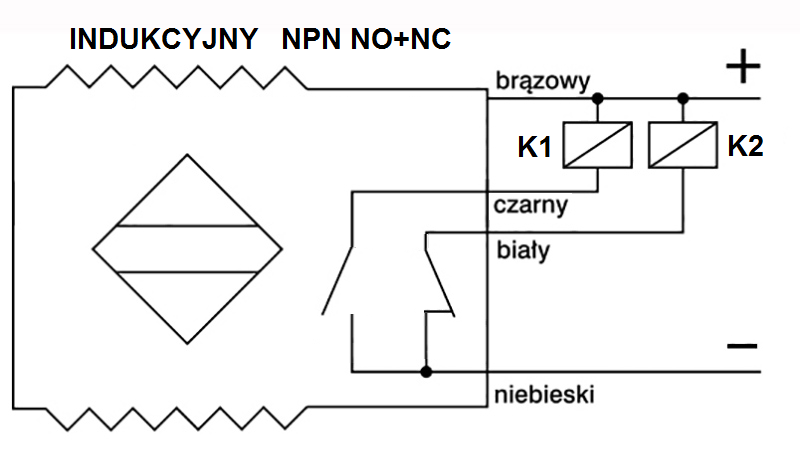
Które kolory przewodów czujnika zbliżeniowego należy przygotować, aby wykrycie przez ten czujnik elementu metalowego skutkowało załączeniem cewki przekaźnika K1?
A. Czarny, brązowy, niebieski.
B. Brązowy, niebieski, biały.
C. Niebieski, biały, czarny.
D. Biały, brązowy, czarny.
Wybierając przewody czarny, brązowy oraz niebieski, poprawnie przygotowałeś czujnik indukcyjny NPN do współpracy z cewką przekaźnika K1. Czujniki tego typu w automatyce przemysłowej mają przypisaną standardową kolorystykę: brązowy to zasilanie (+), niebieski – masa (−), a czarny odpowiada za wyjście NO (normalnie otwarte). To właśnie wyjście czarne podłączone do przekaźnika K1 pozwala na jego załączenie po wykryciu metalu. Jest to bardzo uniwersalne rozwiązanie: praktycznie we wszystkich katalogach producentów i na schematach branżowych spotkasz się z takim układem przewodów. Podłączając przekaźnik bezpośrednio do tych przewodów masz pewność, że system zadziała stabilnie i bezpiecznie. Warto pamiętać, że w praktyce warsztatowej, czasem pojawiają się inne kolory przewodów, ale według norm europejskich i ISO korzysta się właśnie z tej kombinacji. Z mojego doświadczenia wynika, że wielu początkujących elektryków myli się na etapie podłączania wyjścia – tutaj właśnie czarny przewód jest kluczowy dla sterowania. Takie połączenie zapewnia również szybkie diagnozowanie awarii, bo od razu wiadomo, który przewód odpowiada za sygnał sterujący. W automatyce przemysłowej, stosowanie tej standaryzacji przewodów znacznie ułatwia konserwację i rozbudowę instalacji. Moim zdaniem, opanowanie tej wiedzy to absolutna podstawa dla każdego, kto chce pracować przy sterownikach czy układach czujnikowych.