Pytanie 1
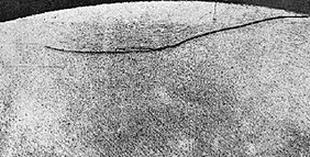
Na trawionym przekroju pręta ujawniono wadę powstałą w trakcie obróbki plastycznej. Jaka to wada?
A. Naderwanie.
B. Wżer.
C. Łuska.
D. Zawalcowanie.
Zawalcowanie jest poprawną odpowiedzią, ponieważ ta wada materiałowa rzeczywiście powstaje w wyniku nieprawidłowego procesu obróbki plastycznej, takiego jak walcowanie. Na trawionym przekroju pręta, zawalcowanie ujawnia się jako szczeliny lub pęknięcia w obrębie struktury materiału, co wskazuje na brak odpowiedniego zespolenia warstw. Przykłady zastosowania tej wiedzy obejmują analizę jakości materiałów przed ich użyciem w aplikacjach inżynierskich, gdzie niedostateczna jakość może prowadzić do awarii konstrukcji. Standardy ISO oraz normy branżowe często zalecają przeprowadzanie badań nieniszczących, takich jak badanie ultradźwiękowe czy radiograficzne, aby wykryć takie wady przed dalszymi procesami produkcyjnymi. Świadomość istnienia zawalcowania oraz umiejętność jego identyfikacji są kluczowe dla zapewnienia bezpieczeństwa i niezawodności produktów metalowych.