Pytanie 1
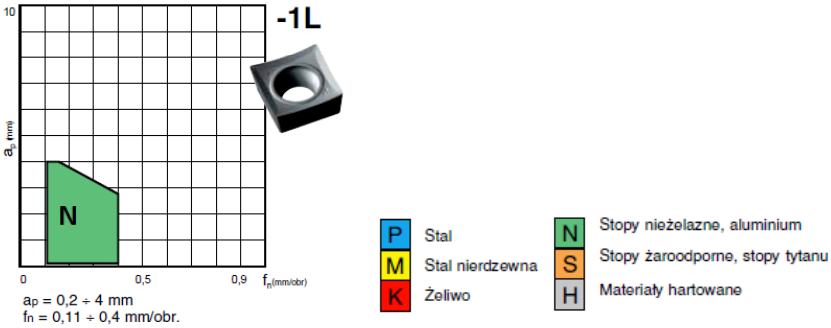
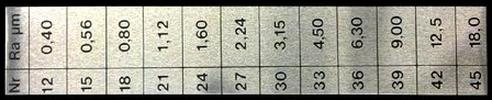
Na podstawie przedstawionego diagramu doboru płytek skrawających do obróbki stali, wybierz płytkę skrawającą zalecaną dla obróbki przy głębokości skrawania ap = 1 mm i posuwie f = 0,63 mm/obr.

A. NF 3
B. NS 6
C. NR 8
D. NR 6
Odpowiedź nr 6 jest naprawdę na miejscu. Jak patrzymy na ten diagram doboru płytek skrawających, to widzimy, że ten obszar pasuje do obróbki stali przy głębokości skrawania 1 mm i posuwie 0,63 mm na obrót. Wybór odpowiedniej płytki to klucz do sukcesu w obróbce – chodzi o to, żeby zrobić to efektywnie i dobrze. Płytki klasy nr 6 są zaprojektowane właśnie z myślą o takich warunkach, więc spokojnie można je używać. Mają dobry balans twardości i odporności na zużycie, co jest bardzo istotne przy skrawaniu stali. Jak już się je w praktyce zastosuje, to proces skrawania staje się stabilniejszy, a ryzyko uszkodzenia narzędzia spada. To wszystko idzie w parze z tym, co jest uznawane za najlepsze praktyki w branży. No i warto pamiętać, że dobór parametrów skrawania, jak głębokość i posuw, ma bezpośredni wpływ na to, jak szybko się zużywają narzędzia oraz jak wygląda obrabiana powierzchnia.