Pytanie 1
Ostrze narzędzia skrawającego odziaływując siłami skrawania na obrabiany przedmiot, powoduje odrywanie się usuwanego materiału w postaci wiórów, których jest wiele rodzajów. Wiór odpryskowy przedstawiono na rysunku oznaczonym literą
A. C.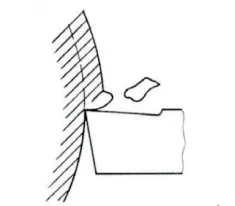
B. B.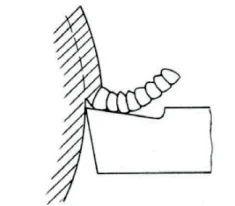
C. A.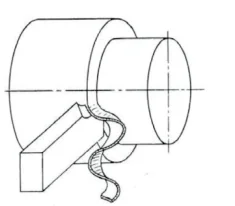
D. D.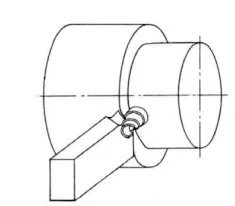
Wiór odpryskowy, który przedstawiono na rysunku oznaczonym literą C, jest charakterystyczny dla obróbki materiałów kruchych, gdzie dochodzi do odrywania się materiału w małych, nieregularnych fragmentach. W procesie skrawania, wióry odpryskowe powstają najczęściej w wyniku zbyt dużego posuwu narzędzia lub przy obróbce materiałów o niskiej wytrzymałości na rozciąganie. Przykładem takich materiałów są różne stopy metali, ceramika czy niektóre tworzywa sztuczne. W praktyce, zrozumienie i identyfikacja wiórów odpryskowych ma kluczowe znaczenie dla optymalizacji procesów skrawania. Umożliwia to dostosowanie parametrów skrawania, takich jak prędkość, posuw czy głębokość skrawania, co wpływa zarówno na wydajność procesu, jak i jakość wyprodukowanych elementów. Dobre praktyki w obróbce skrawaniem zalecają monitorowanie kształtu i jakości wiórów, ponieważ ich charakterystyka może dostarczyć cennych informacji na temat warunków pracy narzędzia i stanu obrabianego materiału.