Kwalifikacja: MEC.02 - Wykonywanie i naprawa wyrobów kowalskich
Zawód: Kowal
Kategorie: Materiały i stal Piec i nagrzewanie Obliczenia technologiczne
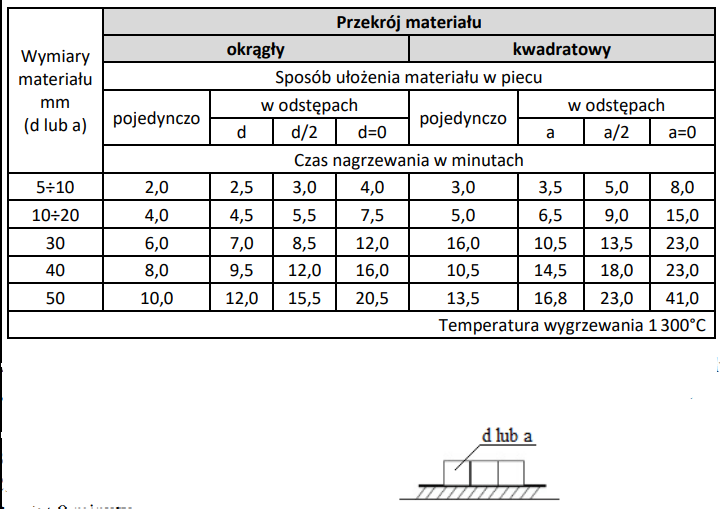
Na podstawie danych zawartych w tabeli określ czas nagrzewania dla pręta kwadratowego o polu przekroju 1 600 mm², ułożonego w piecu o temperaturze 1 300°C, tak jak na przedstawionym schemacie.
Odpowiedzi
Informacja zwrotna
Dobrze wybrałeś 23,0 minuty – właśnie tyle wynosi czas nagrzewania dla pręta kwadratowego o polu przekroju 1600 mm², ułożonego pojedynczo w piecu o temperaturze 1300°C. Wynika to z odczytu z tabeli: dla przekroju kwadratowego o boku 40 mm (bo pole 1600 mm² to bok 40 mm – wystarczyło policzyć pierwiastek kwadratowy z 1600), czas nagrzewania przy układaniu pojedynczo to właśnie 23 minuty. W praktyce, przy nagrzewaniu dużych przekrojów kluczowe jest, żeby materiał osiągnął jednakową temperaturę w całym przekroju – to gwarantuje prawidłowy przebieg dalszych procesów technologicznych, takich jak kucie czy walcowanie. W branży metalurgicznej często korzysta się z takich tabel, by zoptymalizować czas pracy pieców i uniknąć przegrzewania. Moim zdaniem warto też pamiętać, że czas nagrzewania zależy nie tylko od wymiarów, ale i od sposobu ułożenia w piecu czy samej konstrukcji pieca. To jest typowa wiedza przydatna na każdym wydziale mechaniczno-technologicznym – nie tylko w szkole, ale i w pracy na produkcji. Często, nawet w dobrze wyposażonych zakładach, niewłaściwe ustawienie prętów w piecu prowadzi do złych wyników wyżarzania. Dlatego właśnie praktyka z takimi tabelami zdecydowanie się przydaje.