Kwalifikacja: MEC.02 - Wykonywanie i naprawa wyrobów kowalskich
Zawód: Kowal
Kategorie: Materiały i stal Piec i nagrzewanie
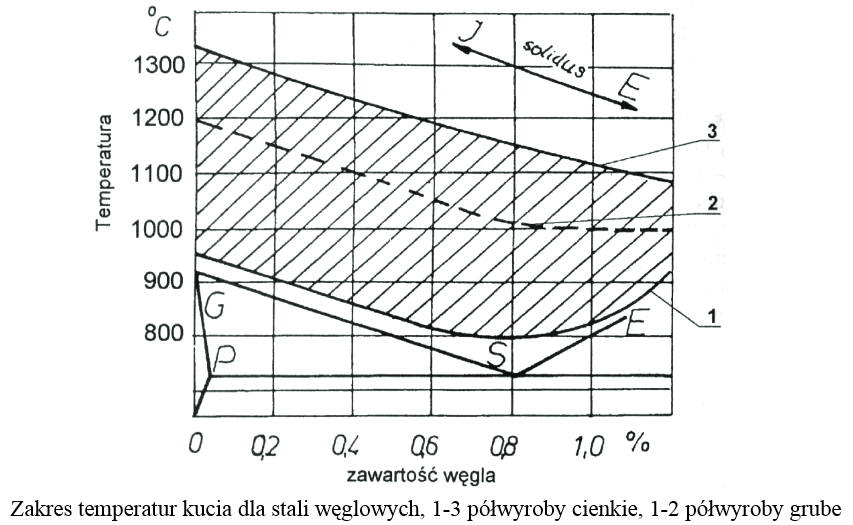
Na podstawie przedstawionego wykresu wskaż zakres temperatur podczas kucia półwyrobów grubych wykonanych ze stali o zawartości 0,6% węgla.
Odpowiedzi
Informacja zwrotna
Zakres temperatur 1 050÷820°C dla kucia półwyrobów grubych ze stali o zawartości 0,6% węgla jest zgodny z wytycznymi obowiązującymi w branży metalurgicznej i wynika bezpośrednio z analizy przedstawionego wykresu. W przypadku stali o średniej zawartości węgla, tej klasy, szczególnie ważne jest, aby proces kucia prowadzić w temperaturach, które pozwalają zachować optymalne właściwości plastyczne metalu, a jednocześnie nie powodują nadmiernego rozrostu ziaren czy niekorzystnych zmian strukturalnych. Zbyt niska temperatura mogłaby skutkować pękaniem wyrobu, zbyt wysoka – nadmiernym utlenianiem powierzchni i pogorszeniem jakości. Praktyka pokazuje, że dla półwyrobów grubych dolna granica temperatury jest kluczowa, bo masa materiału wolniej się nagrzewa i szybciej wychładza wewnątrz, dlatego trzeba zachować bezpieczny zakres. W normach branżowych (np. PN-EN 10027, PN-H-84030) dokładnie określa się taki przedział temperatur, bo jest on gwarancją zarówno uzyskania odpowiedniej struktury, jak i bezpieczeństwa procesu. Moim zdaniem dobrze jest pamiętać, że dla grubszych półwyrobów nie warto schodzić poniżej tych wartości – to po prostu podstawowa zasada w kuźnictwie, doceniana przez doświadczonych praktyków. No i jeszcze jedno – trzymanie się tych temperatur to nie tylko teoria, ale i codzienna praktyka na hali produkcyjnej.