Kwalifikacja: MEC.02 - Wykonywanie i naprawa wyrobów kowalskich
Zawód: Kowal
Kategorie: Operacje kowalskie Rysunek techniczny
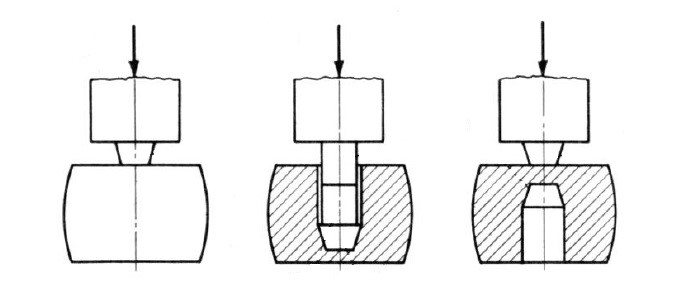
Na rysunkach przedstawiono etapy wykonywania operacji
Odpowiedzi
Informacja zwrotna
To jest właśnie klasyczny przykład dziurowania odkuwki, co często spotyka się w praktyce kuźniczej, zwłaszcza przy wytwarzaniu części osiowych czy tulei. Cały proces polega na tym, że za pomocą specjalnego przebijaka i matrycy wykonuje się otwór w gorącej odkuwce. Zauważ, że nie chodzi tu tylko o zwykłe przebicie materiału – cały zabieg wymaga odpowiedniego ustawienia narzędzi, by nie doszło do zbyt dużych naprężeń wewnętrznych i pęknięć. W branży uważa się, że dobrze wykonane dziurowanie skraca czas dalszych obróbek, a także poprawia jakość gotowej części. Często spotykam się z tym, że osoby początkujące mylą dziurowanie z rozszerzaniem, ale tu kluczowe jest właśnie wykonanie otworu, a nie zwiększenie średnicy już istniejącego. Warto pamiętać, że standardy PN-EN oraz wytyczne norm ISO dokładnie opisują, jakie tolerancje i kształty powinny mieć przebijaki oraz matryce do dziurowania, bo od tego zależy zarówno wytrzymałość, jak i geometria gotowej odkuwki. Moim zdaniem, znając dobrze ten proces, można znacznie podnieść efektywność produkcji i ograniczyć ilość odpadów.