Kwalifikacja: MEC.02 - Wykonywanie i naprawa wyrobów kowalskich
Zawód: Kowal
Kategorie: Operacje kowalskie
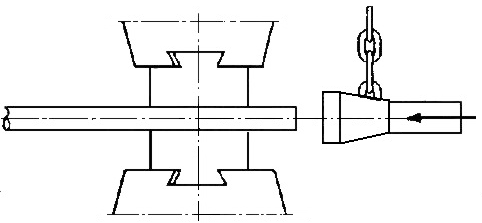
Operacją kowalską przedstawioną na rysunku, jest
Odpowiedzi
Informacja zwrotna
Spęczanie to jedna z podstawowych operacji kowalskich, gdzie materiał (najczęściej pręt lub pręt o przekroju okrągłym) zostaje skrócony i pogrubiony na określonym odcinku przez silny nacisk narzędzi, takich jak młotki, prasy lub kowadła o specjalnych kształtach. Na załączonym rysunku dokładnie to widać – końcówka pręta jest ściskana pomiędzy odpowiednio wyprofilowanymi szczękami, co prowadzi do jej poszerzenia, a jednocześnie skrócenia. To właśnie jest istota spęczania. W praktyce technicznej spęczanie wykorzystuje się np. do wykonywania główek śrub, nitu, osi, sworzni, czy innych elementów maszyn, gdzie konieczne jest uzyskanie określonego kształtu i wymiaru na końcach prętów. W branży metalowej spęczanie to operacja bardzo pożądana, bo pozwala zaoszczędzić materiał, a także poprawia własności wytrzymałościowe w miejscu spęczenia – z mojego doświadczenia, dobrze wykonane spęczanie jest znacznie bardziej odporne na pękanie niż elementy łączone innymi metodami. Warto też pamiętać, że prawidłowe wykonanie tej operacji wymaga odpowiedniego doboru temperatury podgrzewania metalu (najczęściej w zakresie 900–1200°C dla stali), precyzji narzędzi oraz wprawy samego kowala. Zgodnie z normami branżowymi, takim jak PN-EN ISO 4063, spęczanie należy do grupy metod kształtowania plastycznego metali i jest szeroko wykorzystywane zarówno w produkcji jednostkowej, jak i masowej. W skrócie – bardzo praktyczna, często stosowana technika w obróbce metali.