Kwalifikacja: MEC.02 - Wykonywanie i naprawa wyrobów kowalskich
Zawód: Kowal
Kategorie: Operacje kowalskie Narzędzia i maszyny
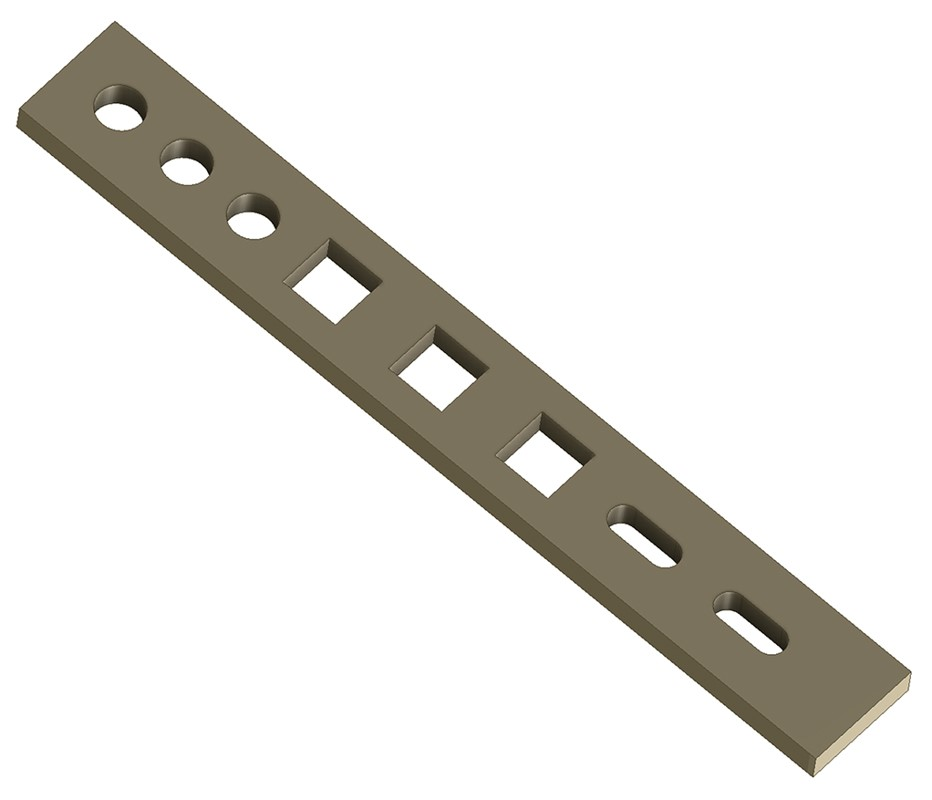
Produkcję dużej liczby płaskowników, jak na przedstawionym rysunku, należy wykonać
Odpowiedzi
Informacja zwrotna
Produkcja dużej liczby płaskowników o zróżnicowanych otworach – okrągłych, kwadratowych czy podłużnych – powinna być realizowana na prasach mimośrodowych. To urządzenia, które w przemyśle metalowym są chlebem powszednim, zwłaszcza jeśli chodzi o wytwarzanie seryjne detali o powtarzalnych kształtach. Prasa mimośrodowa pozwala na szybkie wykrawanie otworów o różnych kształtach dzięki zastosowaniu specjalnych wykrojników i stempli. Co ważne, zachowuje się przy tym wysoką powtarzalność oraz jakość krawędzi, czego właściwie nie da się osiągnąć innymi metodami przy większych partiach produkcyjnych. Takie rozwiązanie wpisuje się w ogólnie przyjęte standardy produkcji masowej, gdzie liczy się efektywność, koszt jednostkowy i minimalizacja odpadów. Z mojego doświadczenia wynika, że firmy, które przestawiają się z ręcznej obróbki na prasowanie, bardzo szybko zauważają ogromną oszczędność czasu i materiału. Dodatkowo, prasy mimośrodowe są łatwe do zautomatyzowania, co daje możliwość wprowadzenia produkcji na jeszcze wyższy poziom – na przykład wycinanie kilku otworów za jednym razem, czy praca w systemie taśmowym. Niektórzy próbują kombinować z innymi metodami, ale na dłuższą metę nie mają one szans z nowoczesnymi prasami pod względem tempa i jakości produkcji.