Kwalifikacja: MEC.02 - Wykonywanie i naprawa wyrobów kowalskich
Zawód: Kowal
Kategorie: Materiały i stal Obróbka cieplna
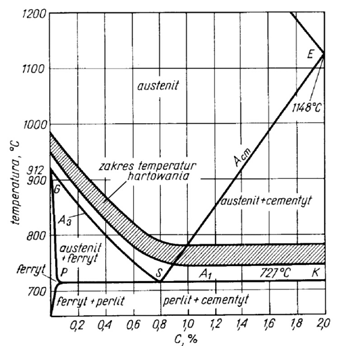
Temperatura hartowania stali węglowej o zawartości węgla 0,4%, odczytana z wykresu wynosi około
Odpowiedzi
Informacja zwrotna
Temperatura hartowania dla stali węglowej o zawartości 0,4% węgla faktycznie wynosi około 830°C, co wynika bezpośrednio z wykresu żelazo–węgiel. Na tym wykresie, linia A3 pokazuje temperaturę przemiany ferryt–austenit dla stali o różnej zawartości węgla. Przy 0,4% C, linia ta przebiega właśnie w okolicy 830°C. W praktyce przemysłowej takie podejście gwarantuje, że stal zostanie całkowicie wygrzana w zakresie austenitycznym, czyli wszystkie składniki strukturalne przemieniają się w austenit. Ma to ogromne znaczenie w procesie hartowania, bo tylko wtedy można uzyskać maksymalną twardość po szybkim chłodzeniu. Stosowanie się do tej temperatury to właściwie podstawa pracy w kuźni czy warsztacie obróbki cieplnej – niewłaściwy dobór temperatury prowadzi do niepełnego przemiany struktury i słabej twardości końcowej, a nawet do pęknięć czy deformacji materiału. Warto pamiętać, że praktycy często dodają ok. 30–50°C „naddatku”, by mieć pewność, że całość materiału osiąga stan jednofazowy austenitu. Dobrze jest znać ten wykres na pamięć, bo przy pracy z różnymi rodzajami stali oszczędza się mnóstwo czasu i uniknie się kosztownych pomyłek. Z mojego doświadczenia, umiejętność odczytywania tych punktów krytycznych to klucz do efektywnej i bezpiecznej obróbki cieplnej stali.