Kwalifikacja: MEC.02 - Wykonywanie i naprawa wyrobów kowalskich
Zawód: Kowal
Kategorie: Operacje kowalskie Półfabrykaty i wyroby
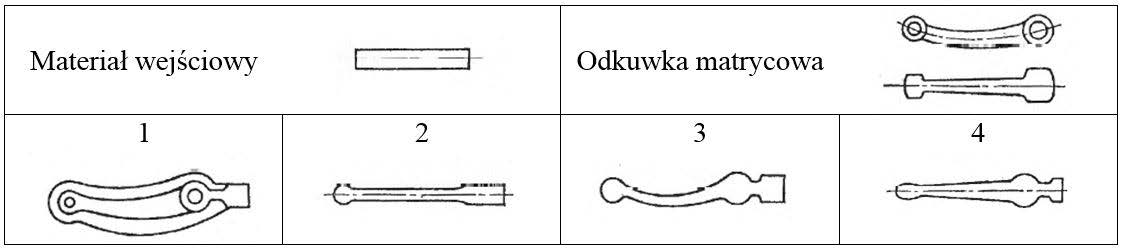
W tabeli przedstawiono zabiegi kucia matrycowego. Wskaż prawidłową kolejność powstawania odkuwki matrycowej.
Odpowiedzi
Informacja zwrotna
Prawidłowa kolejność powstawania odkuwki matrycowej to 2, 4, 3, 1 i właśnie ta odpowiedź najpełniej oddaje realny proces kucia matrycowego stosowany w przemyśle. Na początku mamy materiał wejściowy, który przechodzi przez etap wstępnego kształtowania – tutaj numer 2, gdzie nadaje się zgrubny kształt i wyrównuje rozkład materiału. Potem przechodzimy do etapu 4, w którym widzimy już wyraźnie, że geometria części upodabnia się do docelowego kształtu – to tzw. kucie pośrednie. Następnie trafiamy na stadium 3, gdzie detal zaczyna nabierać charakterystycznych przetłoczeń i miejsc pod przyszłe otwory – to już obróbka zbliżona do końcowej. Wreszcie etap 1 to gotowa odkuwka matrycowa z wyraźnie zaznaczonymi funkcjonalnymi powierzchniami. W praktyce przemysłowej, na przykład w motoryzacji czy produkcji podzespołów maszyn, taka sekwencja pozwala osiągnąć wysoką jakość materiału, minimalizuje naprężenia wewnętrzne oraz zapewnia powtarzalność wymiarową. Moim zdaniem, warto zwracać uwagę na to stopniowe zbliżenie do finalnego kształtu, bo to klucz do efektywności i ekonomii procesu. Standardy branżowe, jak PN-EN 10243, jasno podkreślają konieczność etapowego prowadzenia procesu kucia – właśnie po to, żeby uniknąć wad typu pęknięcia czy rozwarstwienia materiału. Swoją drogą, często spotykałem się z opinią, że pomijanie tych etapów prowadzi do strat materiałowych i poważnych problemów jakościowych – i z mojego doświadczenia to absolutnie trafne spostrzeżenie.