Kwalifikacja: MEC.02 - Wykonywanie i naprawa wyrobów kowalskich
Zawód: Kowal
Kategorie: Piec i nagrzewanie Obliczenia technologiczne
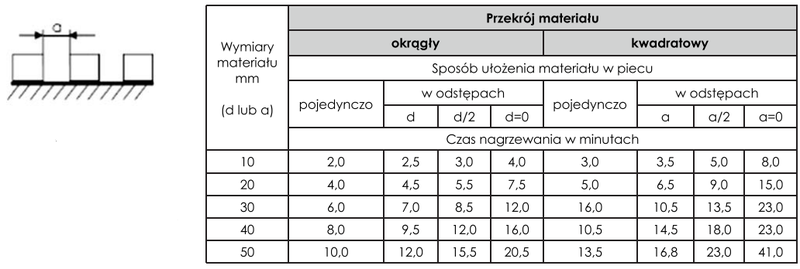
Z tabeli wynika, że czas nagrzewania prętów kwadratowych ułożonych w piecu w sposób przedstawiony na rysunku, w odstępach a = 30 mm, powinien być równy
Odpowiedzi
Informacja zwrotna
Wybrałeś czas nagrzewania 10,5 minuty, co wynika bezpośrednio z prawidłowego odczytania tabeli. Gdy mamy pręty kwadratowe o boku 30 mm, które w piecu są ułożone w odstępach równych a, patrzymy w kolumnę „kwadratowy – w odstępach a”. W tej rubryce dla wymiaru 30 mm rzeczywiście widnieje wartość 10,5 minuty. Moim zdaniem to jeden z tych przykładów, gdzie dobra znajomość zasad czytania tabeli technicznej od razu procentuje w praktyce. Takie zestawienia są często wykorzystywane przy planowaniu procesów cieplnych, np. w hartowni albo podczas przygotowania półfabrykatów do dalszej obróbki. Dzięki temu unikamy zgadywania i możemy dokładnie określić, kiedy materiał osiągnie odpowiednią temperaturę, co przekłada się na jakość oraz powtarzalność procesu. Zauważ też, że odstępy między prętami mają spore znaczenie – im większy odstęp, tym cieplej dookoła i tym szybciej pręty się nagrzewają. Właśnie ta świadomość wpływu sposobu ułożenia materiału na czas nagrzewania jest bardzo przydatna podczas optymalizacji pracy pieca i oszczędności energii. W praktyce, trzymanie się takich wytycznych pozwala lepiej planować produkcję i unikać niepotrzebnych strat. Z mojego doświadczenia wynika, że osoby, które potrafią sprawnie analizować takie tabele, są bardzo cenione w zespole technologicznym.