Kwalifikacja: MEC.02 - Wykonywanie i naprawa wyrobów kowalskich
Zawód: Kowal
Kategorie: Materiały i stal Obróbka cieplna
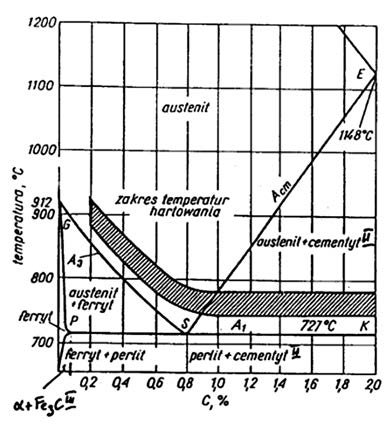
Z wykresu wynika, że temperatura hartowania stali o zawartości węgla 0,6% mieści się w granicach
Odpowiedzi
Informacja zwrotna
Dobrze to ogarnąłeś. Temperatura hartowania stali o zawartości węgla 0,6% faktycznie mieści się w przedziale 775–825°C. Wynika to z analizy wykresu fazowego żelazo–węgiel, gdzie przy tej zawartości węgla granica austenityzacji (czyli obszar, w którym stal zamienia się w fazę austenityczną) przypada właśnie na ten zakres temperatur. W praktyce, hartowanie w tym przedziale zapewnia, że cała struktura stali przekształca się w austenit i nie zostaje nam żadna domieszka perlitu czy ferrytu, które mogą obniżyć twardość po zahartowaniu. Moim zdaniem opanowanie tej zależności to podstawa w pracy każdego ślusarza albo technologa, bo pozwala uniknąć typowych błędów – np. przegrzania stali, co prowadzi do ziarna zbyt grubego, albo niedogrzania, przez co hartowanie będzie nieskuteczne. W branży narzędziowej i konstrukcyjnej ustala się takie temperatury na podstawie właśnie tego typu wykresów, bo to gwarantuje powtarzalność i jakość procesu. No i jeszcze jedna sprawa: różne gatunki stali mogą mieć lekko różne zakresy, ale dla klasycznej stali z ok. 0,6% C zawsze celujemy w te okolice. To jest kluczowa wiedza, jeśli planujesz później np. obróbkę cieplną narzędzi albo elementów maszyn. Sam kilka razy przekonałem się, że trzymanie się tej temperatury bardzo ułatwia życie i zwiększa pewność uzyskania pożądanej twardości.