Kwalifikacja: BUD.07 - Wykonywanie płaszczy ochronnych z blachy, konstrukcji wsporczych i nośnych oraz izolacji przemysłowych
Kategorie: Obróbka blachy Izolacje przemysłowe Ochrona przed korozją
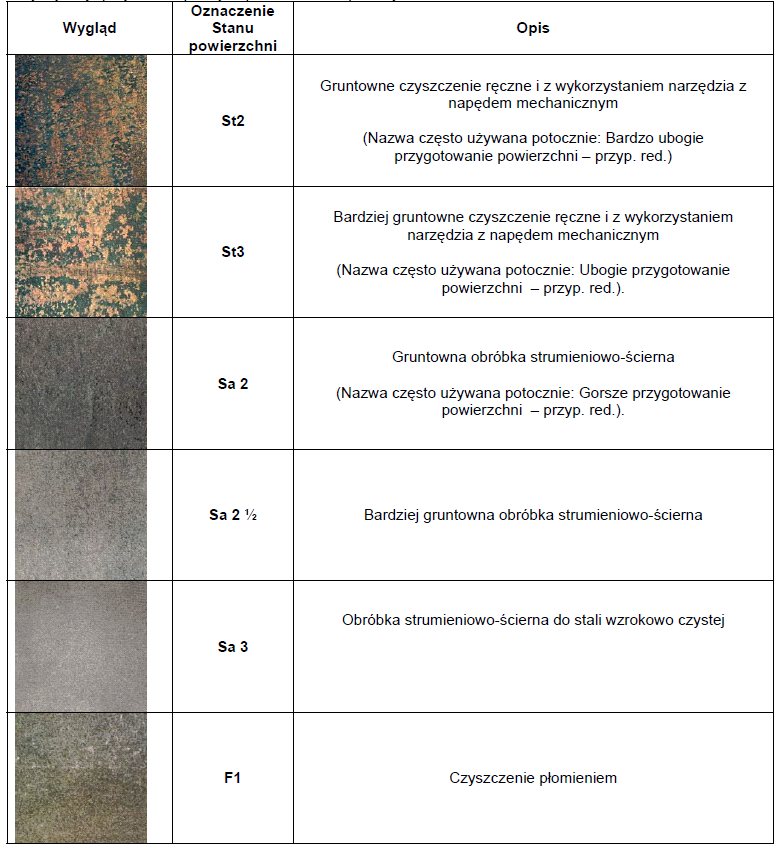
Na podstawie tabeli określ, w jaki sposób przygotowana została powierzchnia blachy do malowania, jeżeli w jej opisie pojawił się symbol Sa 2½.
Odpowiedzi
Informacja zwrotna
Symbol Sa 2½ oznacza bardziej gruntowną obróbkę strumieniowo-ścierną, co jest jednym z najwyższych standardów przygotowania powierzchni stalowych przed malowaniem. W praktyce, takie przygotowanie polega na bardzo dokładnym usunięciu rdzy, zgorzeliny walcowniczej, pozostałości starych powłok lakierniczych oraz wszelkich zanieczyszczeń za pomocą strumienia ścierniwa (np. piaskowanie albo śrutowanie). Kluczowe jest uzyskanie powierzchni prawie całkowicie pozbawionej zabrudzeń – według normy PN-EN ISO 8501-1, na powierzchni mogą pozostać jedynie minimalne ślady zabrudzeń, widoczne tylko jako bardzo lekkie przebarwienia lub plamki. Taki poziom przygotowania jest często wymagany w przemyśle stoczniowym, mostowym lub wszędzie tam, gdzie powłoka antykorozyjna musi mieć najwyższą przyczepność i trwałość. Moim zdaniem, to trochę jakbyś chciał pomalować ścianę, ale najpierw szorujesz ją tak dokładnie, że prawie nie widać starych śladów farby – wszystko po to, żeby nowa farba trzymała się idealnie. Dobrze wiedzieć, że w wielu przetargach i dokumentacji technicznej pojawiają się właśnie te symbole Sa 2½ czy Sa 3, więc praktyczna znajomość takich oznaczeń naprawdę się przydaje. Z własnego doświadczenia widzę, że jeśli powierzchnia nie jest przygotowana na tym poziomie, powłoki szybko zaczynają się łuszczyć albo korodować – oszczędzanie na przygotowaniu raczej nigdy się nie opłaca. W branży stalowej i lakierniczej trzymanie się standardów Sa to absolutna podstawa jakości.