Kwalifikacja: BUD.07 - Wykonywanie płaszczy ochronnych z blachy, konstrukcji wsporczych i nośnych oraz izolacji przemysłowych
Kategorie: Materiały i elementy Obróbka blachy
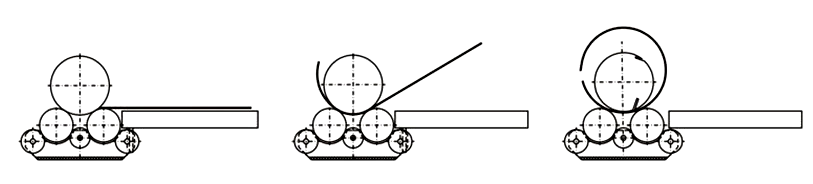
Na rysunku przedstawione zostały kolejne etapy obróbki blachy polegającej na jej
Odpowiedzi
Informacja zwrotna
Proces przedstawiony na rysunku to klasyczne zwijanie blachy, które jest powszechnie stosowane w przemyśle metalowym, zwłaszcza przy produkcji rur, zbiorników czy obudów cylindrycznych. Widać tutaj charakterystyczne użycie trzech walców: dwa dolne stanowią podporę, a górny walec przesuwa się i dociska blachę, wymuszając jej stopniowe wyginanie aż do uzyskania pożądanego promienia. To jest taka typowa operacja na walcarkach trzywalcowych, która pozwala kształtować blachę w łuki, pierścienie czy nawet zamknięte cylindry. Moim zdaniem warto pamiętać, że w praktyce zawsze trzeba pilnować, żeby ustawienia maszyn były zgodne z wymaganiami norm PN-EN 10111 dla stali walcowanej na zimno. Bez tego łatwo o powstanie pęknięć albo nierównomierne naprężenia. Dobrą praktyką jest też wykonywanie próbnego zwijania na niewielkim kawałku materiału, żeby sprawdzić, czy promień gięcia będzie zgodny z założeniami projektowymi. Z mojego doświadczenia wynika, że umiejętność oceny, jak bardzo można dogiąć blachę bez jej uszkodzenia, jest kluczowa w codziennej pracy technika czy operatora urządzeń do obróbki plastycznej. Zwijanie blachy jest nieco bardziej zaawansowane niż zwykłe gięcie, bo wymaga równomiernego działania na całą szerokość materiału oraz kontroli nad procesem odkształcania. No i co ciekawe, zwijanie często wykonuje się także na blachach już po wstępnym gięciu, żeby dokładnie dopasować ich kształt do potrzeb danego projektu.