Kwalifikacja: BUD.07 - Wykonywanie płaszczy ochronnych z blachy, konstrukcji wsporczych i nośnych oraz izolacji przemysłowych
Kategorie: Materiały i elementy Obróbka blachy
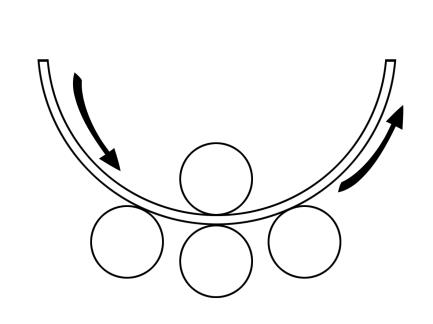
Na rysunku przedstawiono proces obróbki blachy przez
Odpowiedzi
Informacja zwrotna
Zwijanie to proces obróbki blachy, który polega na kształtowaniu płaskiego arkusza w formę walcową lub cylindryczną, zazwyczaj przy użyciu trzech rolek ustawionych w specjalnej zwijarce. Na rysunku mamy właśnie taki układ – blacha jest prowadzona pomiędzy trzema walcami, które obracając się względem siebie, nadają jej stopniowo żądany promień gięcia. Ten proces jest powszechnie wykorzystywany np. przy produkcji rur, zbiorników ciśnieniowych czy elementów konstrukcyjnych w branży budowlanej i przemysłowej. Co ciekawe, odpowiedni dobór promienia gięcia oraz kolejność ruchów rolek pozwala na uzyskanie bardzo precyzyjnych elementów, bez nadmiernego odkształcenia materiału. Z mojego doświadczenia wynika, że zwijanie jest często niedoceniane, a przecież to jedna z kluczowych metod umożliwiająca ekonomiczną produkcję dużych konstrukcji stalowych – w dodatku przy zachowaniu wysokiej dokładności wymiarowej. Zwijarki, zgodnie z normami branżowymi, powinny być odpowiednio kalibrowane i sprawdzane pod kątem równomiernego nacisku, bo nawet drobne odchyłki mogą prowadzić do powstawania owalizacji rury czy niepożądanych naprężeń własnych. Standardy takie jak PN-EN 1011-2 jasno opisują zalecane parametry procesu, co przekłada się na bezpieczeństwo i trwałość gotowych wyrobów. Moim zdaniem, opanowanie tej technologii jest wręcz obowiązkowe dla każdego kto pracuje w branży obróbki plastycznej metali.