Kwalifikacja: CHM.01 - Obsługa maszyn i urządzeń do przetwórstwa tworzyw sztucznych
Kategorie: Maszyny i urządzenia Procesy przetwórstwa Układy pomocnicze i automatyka
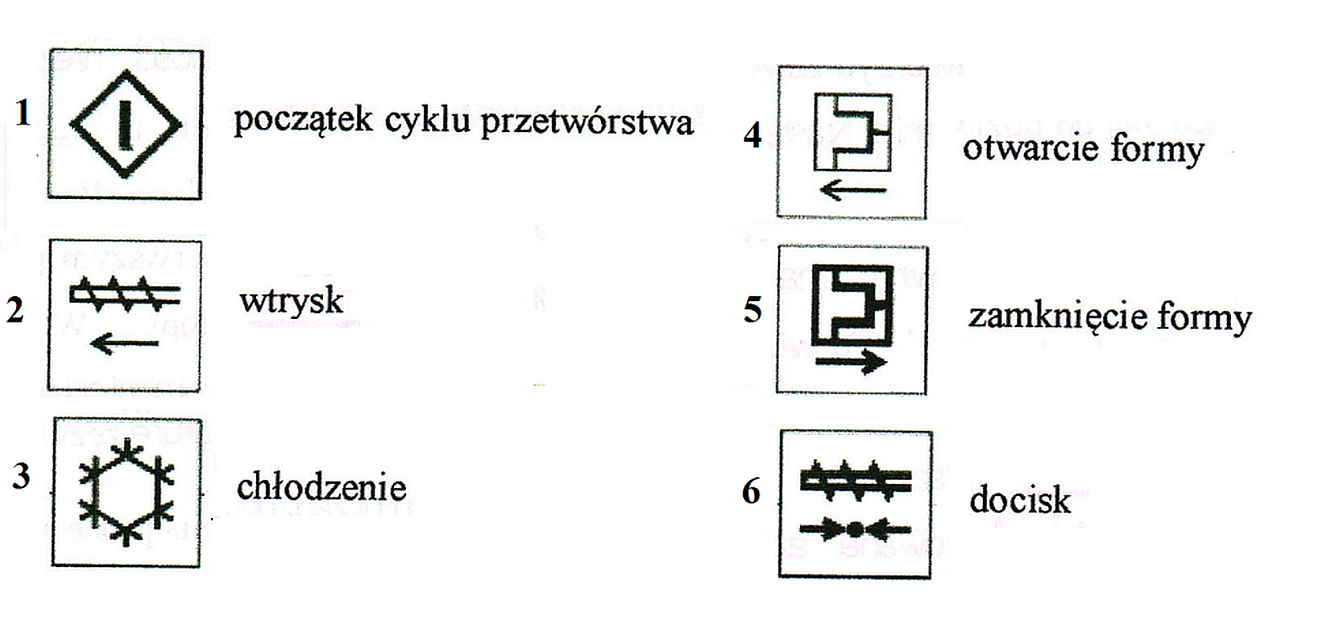
Na rysunku przedstawiono symbole stosowane w automatycznym sterowaniu wtryskarką. Wybierz kolejność sekwencji, która przedstawia prawidłowe zaprogramowanie fragmentu procesu.
Odpowiedzi
Informacja zwrotna
Sekwencja 2, 6, 3, 4 jest zgodna z rzeczywistym przebiegiem procesu przetwórstwa tworzyw sztucznych na wtryskarce. Najpierw następuje wtrysk tworzywa (2), czyli wprowadzenie uplastycznionego materiału do gniazda formy – to kluczowy etap, od którego zależy jakość wypraski. Następnie przechodzi się do docisku (6), który minimalizuje skurcz i zapobiega powstawaniu jam skurczowych – praktyka ta jest bardzo ważna, szczególnie przy wyrobach o większej grubości ścianek. Po docisku następuje chłodzenie (3), czyli utrwalanie kształtu wyrobu poprzez odbiór ciepła – długość tego etapu szczególnie wpływa na cykl produkcyjny i koszty wytwarzania. Na końcu otwieramy formę (4), aby wyjąć wyrób. Taki układ sekwencji jest standardem w branży i można go spotkać zarówno w dokumentacji technicznej, jak i w rzeczywistych ustawieniach maszyn we współczesnych narzędziowniach. W praktyce, jeśli choć jeden z tych etapów zostanie pominięty albo zamieniony kolejnością, mogą pojawić się poważne wady wypraski albo nawet uszkodzenie formy. Moim zdaniem warto zapamiętać tę kolejność, bo to podstawa prawidłowego programowania cyklu wtryskarki – a bez tego nie ma mowy o efektywnej produkcji.