Kwalifikacja: CHM.01 - Obsługa maszyn i urządzeń do przetwórstwa tworzyw sztucznych
Kategorie: Maszyny i urządzenia Procesy przetwórstwa
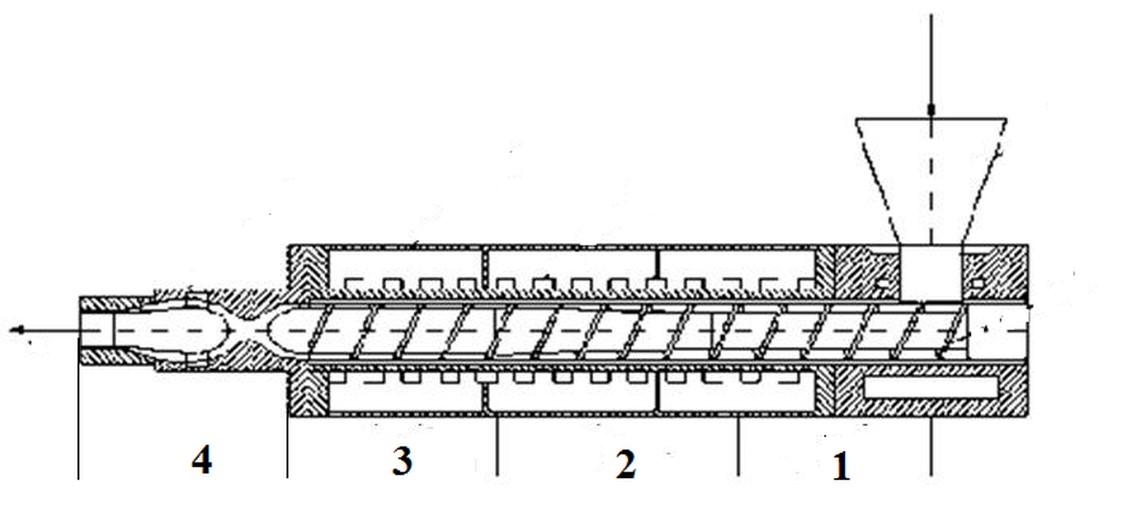
Strefa z najniższą temperaturą w procesie wytłaczania jest oznaczona na rysunku cyfrą
Odpowiedzi
Informacja zwrotna
Prawidłowa odpowiedź wynika z konstrukcji i zasady działania wytłaczarki ślimakowej. Strefa oznaczona cyfrą 1 to tzw. strefa zasilania (podawania surowca). W tej części do cylindra trafia granulat lub proszek, który jest jeszcze w temperaturze otoczenia, czyli najniższej w całym procesie. Dopiero dalej, w kolejnych strefach, surowiec zaczyna być podgrzewany i uplastyczniany przez grzałki oraz tarcie powstałe w wyniku ruchu ślimaka. Moim zdaniem dobrze to rozumieć, bo w praktyce, jeśli temperatura w tej strefie byłaby wyższa niż powinna, to często pojawiają się problemy z równomiernym dozowaniem materiału — granulat potrafi się sklejać lub zatykać lejek. Branżowe standardy, np. wytyczne firm produkujących wytłaczarki, jasno wskazują, że tylko w tej części utrzymuje się najniższy poziom ciepła, aby materiał nie zaczął się topić za wcześnie. Późniejsze strefy – kompresji, plastyfikacji i homogenizacji – są sukcesywnie coraz cieplejsze, by zapewnić właściwe uplastycznienie i jednorodność masy. Warto pamiętać, że prawidłowy profil temperaturowy jest kluczowy dla jakości wyrobu, np. folii czy profili, bo wpływa na wytrzymałość i strukturę gotowego produktu. Z mojego doświadczenia najlepiej widać to, gdy testuje się różne ustawienia na produkcji – drobna zmiana temperatury w strefie 1 od razu potrafi odbić się na przebiegu całego procesu.