Montaż i obsługa prostych ele…
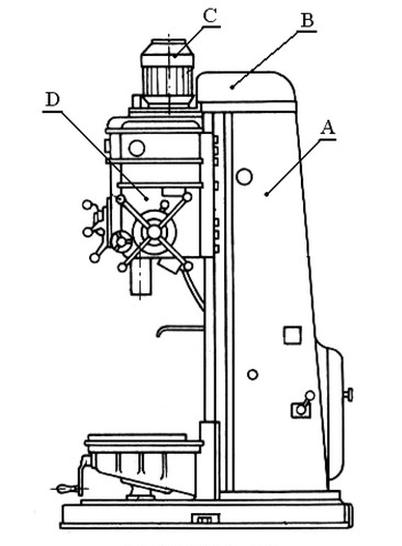
Na zdjęciu przedstawiono obrabiarkę do
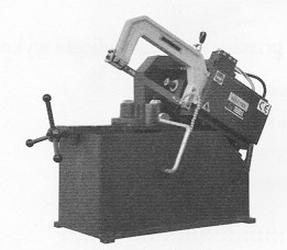
A. cięcia.
B. dłutowania.
C. toczenia.
D. frezowania.





| Obróbka cieplna wybranych stali do ulepszania cieplnego | ||||
|---|---|---|---|---|
| Znak stali | Wyżarzanie normalizujące [°C] | Ulepszanie cieplne | ||
| Hartowanie [°C] | Środek oziębiający | Odpuszczanie [°C] | ||
| C35 | 860÷900 | 840÷880 | woda lub olej | 550÷660 |
| C40 | 850÷890 | 830÷870 | ||
| C45 | 840÷880 | 820÷860 | ||
| C50 | 830÷870 | 810÷850 | woda lub olej | |
| C55 | 825÷865 | 805÷845 | ||
| C60 | 820÷860 | 800÷840 | ||
| Wykaz elektrycznych elementów i części zamiennych | |
| Element na maszynie | Symbol |
| Silnik główny | JW3134 |
| Przycisk START/STOP | 61-3465.2/6 |
| Przycisk STOP AWARYJNY | 61-3440.4/1 |
| Mikrowłącznik osłony przekładni | 15G-22B |
| Mikrowłącznik osłony uchwytu | 15GD-B |
| Przełącznik zmiany kierunku obrotów | C1560ATBB |