Kwalifikacja: DRM.03 - Wytwarzanie prostych wyrobów z drewna i materiałów drewnopochodnych
Kategorie: Materiały i surowce Obróbka maszynowa
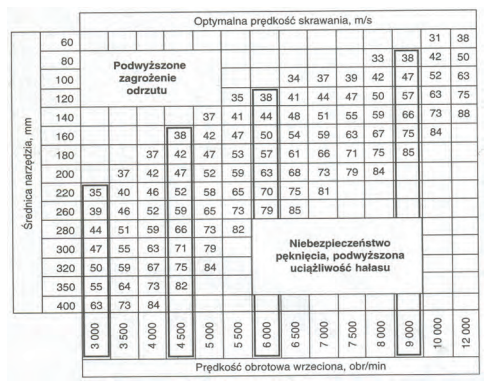
Na jaką prędkość obrotową, zgodnie z zaleceniami producenta frezarki zawartymi w tabeli, należy ustawić wrzeciono frezarki dolnowrzecionowej, jeśli średnica zewnętrzna freza wynosi 100 mm?
Odpowiedzi
Informacja zwrotna
Odpowiedź 9000 obr/min jest tutaj jak najbardziej trafna i zgodna z zaleceniami producenta, które znajdziesz w tego typu tabelach doboru parametrów skrawania. Przy średnicy freza 100 mm, najechanie w tabeli właśnie na tę wartość pokazuje, że 9000 obr/min to optymalna prędkość obrotowa wrzeciona – mieści się ona w zakresie dającym najbardziej efektywną i bezpieczną pracę tego narzędzia. Praktyka pokazuje, że utrzymując taką prędkość, można liczyć na dobrą jakość obróbki, wysoką wydajność oraz mniejsze zużycie narzędzia. W branży stolarskiej czy meblarskiej nie ma tu miejsca na przypadkowość – to wszystko jest dograne do parametrów narzędzi, by zapobiec zarówno zbyt dużym drganiom, jak i przegrzewaniu się materiału. Co ważne, przekroczenie lub zaniżenie tej prędkości może skutkować nie tylko słabszą jakością powierzchni, ale też ryzykiem uszkodzenia narzędzia lub wręcz niebezpieczną sytuacją. Z mojego doświadczenia wynika, że takie tabele to nie tylko teoria – rzeczywiście przy tych ustawieniach narzędzia chodzą najstabilniej. Jeśli ktoś chce się trzymać profesjonalnych standardów, wybierze właśnie taki zakres prędkości dla 100 mm.