Kwalifikacja: DRM.03 - Wytwarzanie prostych wyrobów z drewna i materiałów drewnopochodnych
Kategorie: Obróbka ręczna Obróbka maszynowa Wykończenie powierzchni
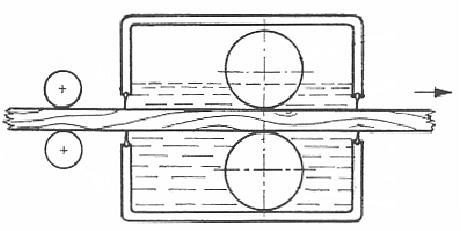
Na rysunku przedstawiono schemat urządzenia do nanoszenia wyrobów malarsko-lakierniczych przez
Odpowiedzi
Informacja zwrotna
To właśnie przeciąganie jest przedstawione na tym schemacie i – moim zdaniem – to jedno z bardziej efektywnych rozwiązań do równomiernego nanoszenia powłok lakierniczych na elementy o prostym, podłużnym kształcie, jak deski czy listwy. Cały bajer tkwi w tym, że materiał przechodzi przez wannę z lakierem i szczeliny, często ustalone przez specjalne rolki czy szczotki. Dzięki temu lakier jest rozprowadzany równomiernie na całej powierzchni, a nadmiar zostaje ściągnięty z powrotem do zbiornika – praktyczne i ekonomiczne. W branży uważa się tę metodę za bardzo powtarzalną, bo praktycznie niweluje błędy ludzkie znane z natrysku ręcznego czy polewania. Warto podkreślić, że przeciąganie minimalizuje straty materiału i pozwala uzyskać powłoki o stałej grubości, co jest istotne np. przy lakierowaniu elementów stolarki otworowej, listew przypodłogowych czy nawet profili aluminiowych. Standardy, jak PN-EN ISO 12944, jasno wskazują korzyści płynące z precyzyjnego nanoszenia powłok ochronnych. Osobiście doceniam ten proces za jego prostotę i możliwość łatwej automatyzacji. Warto wiedzieć, że urządzenia do przeciągania są szeroko stosowane w liniach lakierniczych w fabrykach, gdzie wydajność i jakość mają kluczowe znaczenie. Przy większych produkcjach trudno sobie wyobrazić użycie innej technologii.