Kwalifikacja: DRM.03 - Wytwarzanie prostych wyrobów z drewna i materiałów drewnopochodnych
Kategorie: Obróbka maszynowa Rysunek techniczny i dokumentacja
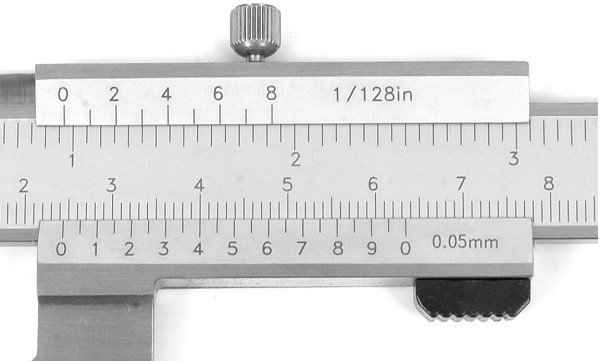
Odczytaj z podziałki noniusza przedstawionej na fotografii suwmiarki wymiar z dokładnością do 0,1 mm.
Odpowiedzi
Informacja zwrotna
Odczytywanie pomiaru z suwmiarki z noniuszem do dokładności 0,1 mm wymaga skupienia i pewnej wprawy. Najpierw sprawdzamy, gdzie znajduje się zero na noniuszu względem podziałki głównej – tutaj wyraźnie przekracza ono 24 mm, ale jeszcze nie dochodzi do 25 mm. Następnie szukamy, która kreska noniusza pokrywa się idealnie z kreską na podziałce głównej – to ona wskazuje dziesiąte części milimetra. W tym przypadku jest to czwarta kreska, czyli dodajemy 0,4 mm do odczytu głównego. Tak więc poprawny wynik to 24,4 mm. Sam wielokrotnie spotykałem się z sytuacją, kiedy jeden milimetr robił różnicę, zwłaszcza w dopasowaniu elementów w mechanizmach precyzyjnych – i tam właśnie dokładność oraz poprawna interpretacja noniusza jest kluczowa. W branży technicznej, np. w warsztatach ślusarskich czy podczas kontroli jakości, takie pomiary są na porządku dziennym. Norma PN-EN ISO 13385-1 wręcz narzuca posługiwanie się metodami odczytu zgodnymi z zasadami metrologii. W praktyce warto za każdym razem dokładnie wyzerować suwmiarkę przed pomiarem i nie sugerować się tylko położeniem końca szczęk, ale naprawdę przyjrzeć się noniuszowi – to często decyduje o poprawności wyniku. Dobrze jest też zawsze pracować w dobrym oświetleniu, bo nawet drobny cień może oszukać oko. Pomiar suwmiarką nie jest trudny, ale wymaga rutyny i zrozumienia, jak działa skala noniusza – a to, moim zdaniem, jest podstawą w każdym praktycznym zawodzie technicznym.