Kwalifikacja: DRM.03 - Wytwarzanie prostych wyrobów z drewna i materiałów drewnopochodnych
Kategorie: Obróbka maszynowa Rysunek techniczny i dokumentacja
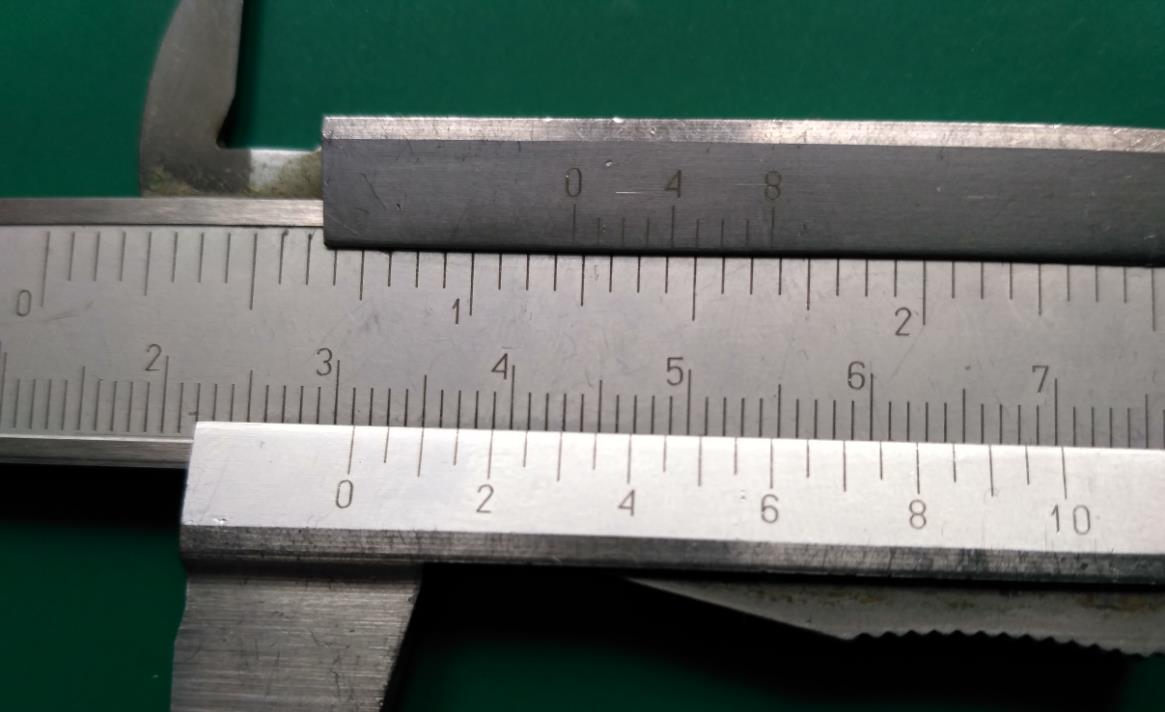
Odczytaj z podziałki noniusza przedstawionej na ilustracji suwmiarki wymiar z dokładnością do 0,1 mm.
Odpowiedzi
Informacja zwrotna
Prawidłowe odczytanie wyniku z noniusza wymaga skupienia i pewnej wprawy, ale jak widać – można się tego nauczyć. Na zdjęciu najpierw patrzymy, ile pełnych milimetrów widać przed zerem noniusza – tutaj to dokładnie 31 mm. Następnie zwracamy uwagę, która kreska na noniuszu pokrywa się idealnie z kreską na podziałce głównej. W tym przypadku jest to druga kreska na noniuszu, co oznacza 0,2 mm. Suma daje nam więc 31,2 mm. Tak właśnie działa zasada odczytu suwmiarki z noniuszem. W praktyce przemysłowej, np. przy obróbce metali, podawanie wymiarów z dokładnością do 0,1 mm to już codzienność – maszyny CNC, tokarki czy frezarki często wymagają takiej precyzji. Moim zdaniem warto przyzwyczaić się do spokojnego, metodycznego sprawdzania tych dwóch elementów – pełnych milimetrów oraz dziesiątych części z noniusza. To jest podstawa w każdym warsztacie, gdzie liczy się dokładność. Warto też wspomnieć, że takie manualne pomiary są często podstawą do kalibracji urządzeń pomiarowych nawet w nowoczesnych laboratoriach jakości. Normy branżowe, np. PN-EN ISO 13385-1, bardzo jasno określają, jak należy posługiwać się suwmiarką, podkreślając właśnie konieczność precyzyjnego odczytu z noniusza. Często początkujący pomijają tę drugą część i wskazują tylko pełne milimetry – a to niestety błąd. Fajnie, jeżeli ktoś to opanuje, bo naprawdę się później przydaje!