Kwalifikacja: DRM.03 - Wytwarzanie prostych wyrobów z drewna i materiałów drewnopochodnych
Kategorie: Obróbka ręczna Obróbka maszynowa
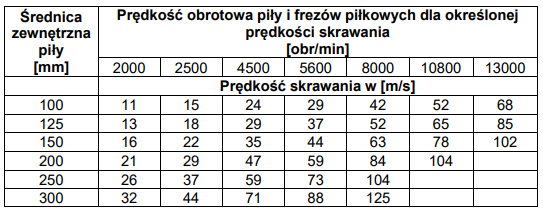
Określ, korzystając z informacji zamieszczonych w przedstawionej tabeli, prędkość obrotową wrzeciona piłarki tarczowej piły o średnicy zewnętrznej 250 mm, przy prędkości skrawania 59 m/s.
Odpowiedzi
Informacja zwrotna
Dobra robota, takie podejście do zadania to podstawa w pracy z piłami tarczowymi. Analizując tabelę, zauważyć można, że dla średnicy zewnętrznej 250 mm i prędkości skrawania 59 m/s, właściwa prędkość obrotowa wrzeciona wynosi 4500 obr/min. To nie jest przypadkowa wartość – wynika bezpośrednio z zależności pomiędzy średnicą narzędzia a prędkością skrawania, o czym mówi zarówno teoria, jak i praktyka. Przy tej konfiguracji zapewniona jest optymalna wydajność cięcia przy jednoczesnym ograniczeniu ryzyka przegrzania czy nadmiernego zużycia piły. Bardzo ważne jest, żeby trzymać się tych wytycznych – w branży meblarskiej i stolarskiej często spotykam się z przypadkami, gdzie zbyt niskie lub zbyt wysokie obroty kończą się szybkim stępieniem lub nawet uszkodzeniem tarczy. Stosując się do danych z tabeli, zgodnie z normami PN-EN, masz pewność, że sprzęt pracuje w zalecanym zakresie i osiągasz najlepszą jakość cięcia. Kluczowe jest też to, że taka wiedza przydaje się na co dzień, bo różne materiały czy grubości wymagają właściwych parametrów pracy – i nie ma tu miejsca na przypadek. Moim zdaniem właśnie takie szczegóły pokazują, jak ważna jest precyzja w warsztacie. Właściwy dobór obrotów to bezpieczeństwo i lepsza ekonomika pracy.