Kwalifikacja: DRM.03 - Wytwarzanie prostych wyrobów z drewna i materiałów drewnopochodnych
Kategorie: Materiały i surowce Obróbka ręczna
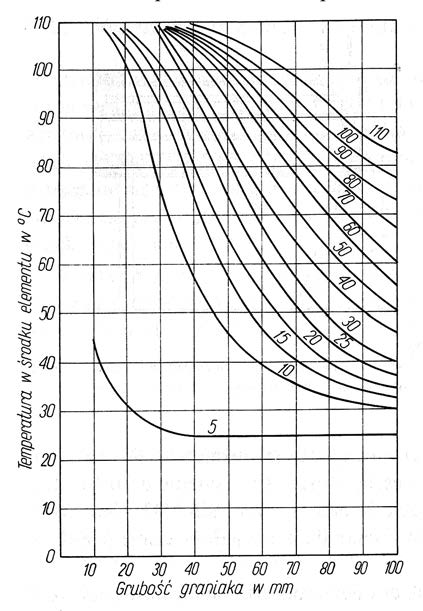
W trakcie obróbki hydrotermicznej element o grubości 60 mm po 40 minutach parzenia osiągnie w środku temperaturę około
Odpowiedzi
Informacja zwrotna
Prawidłowa odpowiedź to 75°C i wynika to z właściwości wymiany ciepła podczas obróbki hydrotermicznej. Grubość elementu ma kluczowe znaczenie dla tempa przenikania ciepła do jego środka – im element grubszy, tym bardziej opóźnione nagrzewanie w środku w porównaniu do powierzchni. W branży spożywczej czy drzewnej, gdzie parzenie i obróbka cieplna mają znaczenie technologiczne, bardzo często korzysta się z takich wykresów zależności temperatury od czasu i grubości. Na wykresie dla elementu o grubości 60 mm po 40 minutach parzenia widać, że temperatura w środku wynosi około 75°C. Takie wyniki są zgodne z praktycznymi obserwacjami w przemyśle – dla uzyskania pełnej penetracji ciepła potrzeba więcej czasu przy większych przekrojach. Moim zdaniem, dobrze jest pamiętać, że zbyt szybkie podgrzewanie może prowadzić do niedogotowania w środku lub przegrzania powierzchni, co bywa problemem np. przy produkcji żywności czy obróbce drewna. Branżowe normy nakazują uwzględniać takie wykresy przy planowaniu procesów technologicznych, żeby mieć pewność, że rdzeń osiągnie wymaganą temperaturę, gwarantując bezpieczeństwo i odpowiednią strukturę produktu. Z doświadczenia wiem, że przy praktycznej pracy często trzeba korygować czas parzenia w zależności od rzeczywistych warunków, ale taki wykres to podstawa do ustalenia bazowych parametrów obróbki.