Kwalifikacja: DRM.03 - Wytwarzanie prostych wyrobów z drewna i materiałów drewnopochodnych
Kategorie: Obróbka ręczna Obróbka maszynowa Rysunek techniczny i dokumentacja
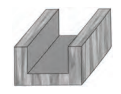
Za pomocą którego freza można wykonać profil pokazany na rysunku?
Odpowiedzi
Informacja zwrotna
Wybrałeś frez nr 4, czyli tzw. frez tarczowy do rowków lub frez trzpieniowy rowkujący. Właśnie tego typu narzędzie umożliwia wykonanie rowka o prostokątnym profilu, takim jak na przedstawionym rysunku. To jest bardzo popularne rozwiązanie przy obróbce zarówno drewna, jak i metali, szczególnie gdy zależy nam na precyzyjnym uzyskaniu rowka na określoną szerokość i głębokość. W praktyce, korzystając z frezów rowkujących, można uzyskać równy, prosty rowek bez zaokrągleń na dnie czy na bokach, co jest wymagane w większości przypadków technicznych – np. przy wykonywaniu wpustów, kanałów prowadzących albo po prostu jako element konstrukcyjny. Moim zdaniem, wybieranie odpowiedniego kształtu freza to taka podstawa w zawodzie – jeśli ktoś nie przemyśli kształtu narzędzia, to potem wychodzą różne nieprzyjemne niespodzianki na etapie montażu czy użytkowania. W technice bardzo ważne jest przestrzeganie norm ISO dotyczących profili rowków i doboru narzędzi. Dobrze mieć na uwadze, że frezy rowkujące mają różne szerokości robocze i warto od razu wybrać taki, żeby pasował do wymiarów projektu. Z mojego doświadczenia wynika, że lepiej trochę dłużej zastanowić się nad wyborem narzędzia, niż potem poprawiać gotowy element.