Kwalifikacja: ELM.04 - Eksploatacja układów automatyki przemysłowej
Zawód: Technik automatyk
Kategorie: Układy sterowania Regulacja i automatyka
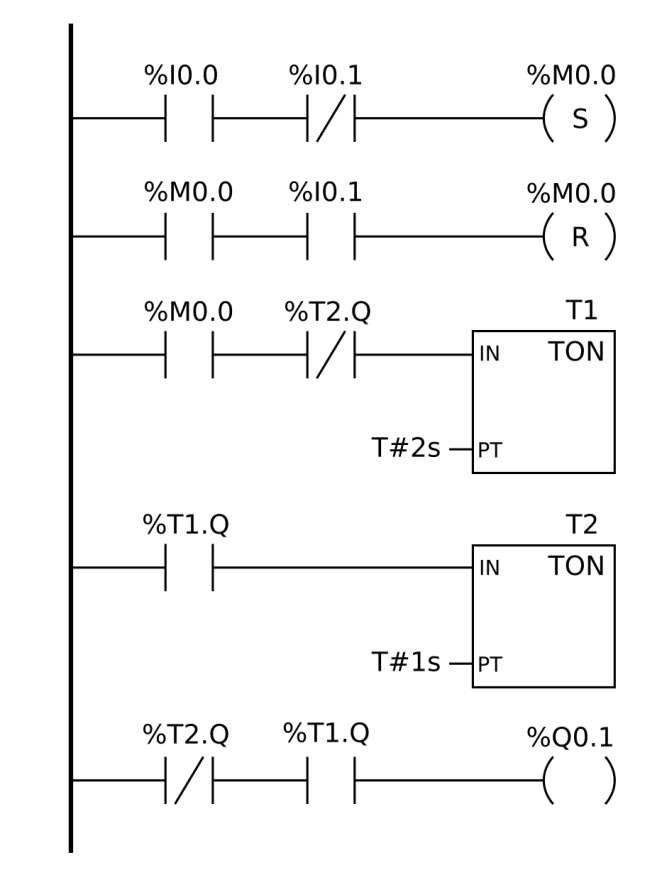
Która z wymienionych korekt wprowadzonych do programu przedstawionego na rysunku zagwarantuje dłuższy czas trwania stanu logicznej 1 na wyjściu Q0.1?
Odpowiedzi
Informacja zwrotna
Zwiększenie wartości PT w timerze T2 faktycznie powoduje wydłużenie czasu, przez jaki na wyjściu Q0.1 utrzymuje się stan wysoki. Wynika to z samej logiki działania programu – wyjście Q0.1 pojawia się tylko wtedy, gdy aktywne są sygnały z obu timerów T1 i T2. Timer T2 uruchamia się po zakończeniu T1 i jego czas PT wyznacza, jak długo jeszcze Q0.1 będzie aktywne, zanim warunki logiczne ulegną zmianie. Z mojego doświadczenia wynika, że w praktyce przemysłowej dobieranie wartości czasów w timerach jest kluczowe, zwłaszcza gdy chodzi o precyzyjne sterowanie procesami – np. w aplikacjach transportu taśmowego czy sterowania sekwencjami maszyn. Zwiększając PT w T2, wydłużamy czas trwania impulsu logicznej jedynki na wyjściu, co jest klasyczną techniką stosowaną do sygnalizacji lub uruchamiania kolejnych etapów procesu. Standardy programowania sterowników PLC, np. wg normy IEC 61131, sugerują zawsze przejrzyste i przewidywalne zarządzanie czasami – tu dokładnie o to chodzi. Warto też pamiętać, że odpowiednie dobranie czasów w timerach zapobiega niepożądanym efektom, jak np. zbyt szybkie przełączanie wyjść czy ryzyko zadziałania zabezpieczeń. Moim zdaniem, w tej konkretnej sytuacji, wydłużenie PT dla T2 to najsensowniejszy i najlepiej uzasadniony wybór.