Kwalifikacja: ELM.04 - Eksploatacja układów automatyki przemysłowej
Zawód: Technik automatyk
Kategorie: Układy sterowania Pneumatyka i hydraulika Konserwacja i naprawa
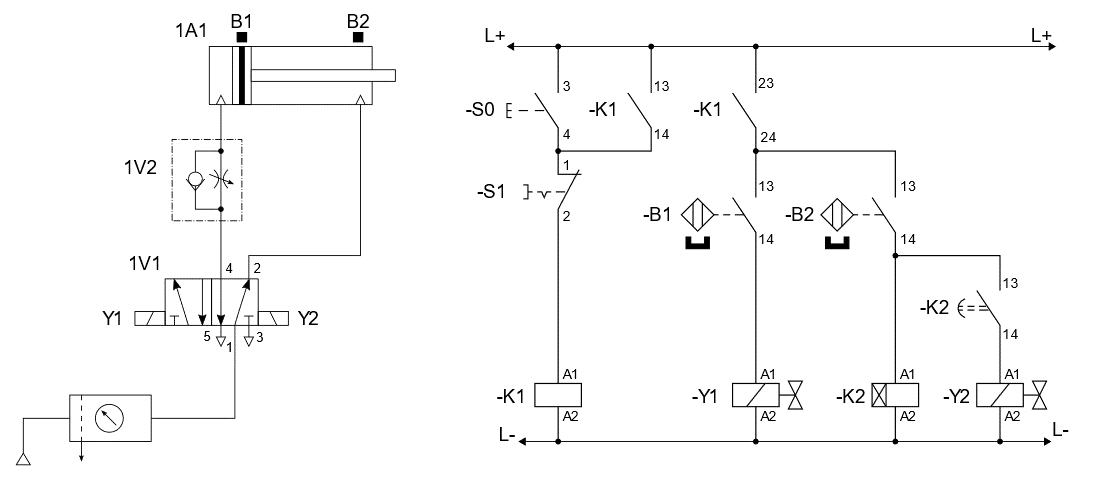
W układzie elektropneumatycznym przedstawionym na rysunku po wciśnięciu przycisku S0 tłoczysko siłownika 1A1 wysuwa się, natomiast nie wsuwa się, mimo iż przekaźnik czasowy K2 odliczył czas 10 sekund. Powodem wadliwej pracy układu może być usterka polegająca na
Odpowiedzi
Informacja zwrotna
Powodem, dla którego siłownik 1A1 nie wraca do położenia wyjściowego po odliczeniu czasu przez przekaźnik K2, jest nieciągłość połączenia -Y2:A2/L-. To właśnie elektromagnes Y2 odpowiada za powrót tłoczyska siłownika, sterując zaworem 1V1 w odpowiednim kierunku. Brak napięcia na uzwojeniu Y2, spowodowany przerwą w połączeniu z potencjałem L- na zacisku A2, skutkuje brakiem reakcji elementu wykonawczego, nawet jeśli reszta układu działa prawidłowo. W praktyce bardzo często spotyka się sytuacje, gdzie drobne uszkodzenie przewodu, luźny zacisk lub utlenienie styków prowadzi do takich objawów. Według dobrych praktyk – zawsze należy sprawdzać ciągłość obwodu na całej długości, nawet jeśli na pierwszy rzut oka wydaje się wszystko w porządku. Moim zdaniem, w codziennej eksploatacji układów elektropneumatycznych, właśnie takie proste usterki sprawiają najwięcej problemów diagnostycznych i niejednokrotnie prowadzą do długotrwałych przestojów. Standardy branżowe wskazują też na konieczność stosowania regularnej kontroli zacisków oraz wykonywania testów ciągłości przewodów, aby zapobiegać takim sytuacjom. Warto dodać, że podobne objawy mogą wystąpić w przypadku uszkodzenia innych przewodów zasilających cewki, dlatego zawsze trzeba podejść do diagnostyki metodycznie. Usterka ta nie ma wpływu na wysuw tłoczyska – ponieważ za ten ruch odpowiada elektromagnes Y1 – ale całkowicie blokuje możliwość powrotu siłownika, przez co cykl pracy maszyny zostaje przerwany.